大直径管对接水平转动的单面焊双面成形操作技术
作者: 电焊工焊接技术网 抢个沙发
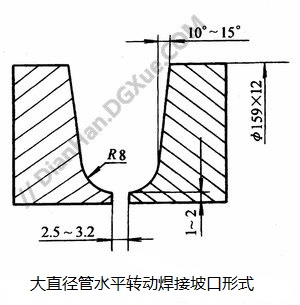
大直径管对接水平转动的焊前准备工作与前相同,采用U形坡口的大直径管。试件坡口如下图所示。
焊接前需要准备:
- 焊机选用弧焊整流电源ZXG-400一台和焊接变位器一台。
- 焊条选用E4315,直径3.2mm和4.0mm,焊前焊条需经严格烘干。
- 辅助工具:角向磨光机、焊条保温筒、錾子、敲渣锤、钢丝刷、焊缝量尺。
- 焊件管子规格为直径159mm×12mm,长度100mm,材料为20钢,数量两件。
装配定位焊:将管子坡口附近20mm以内打磨干净;在时钟12点位置预留根部间隙3.2mm,时钟6点位置为2.5mm,错边量小于1.2mm;在圆周方向均匀布置三处定位焊缝,定位焊缝长度为15mm左右,起焊处要有足够的温度,以防止粘合,收尾时弧坑要填满。定位焊缝的两头用錾子、角向磨光机打磨出缓坡。
各焊接层所需的参数如下
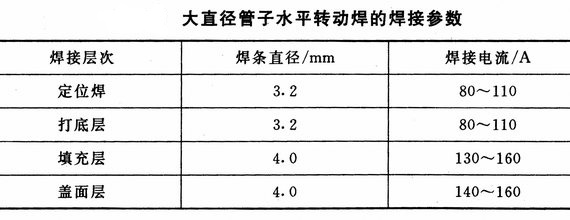
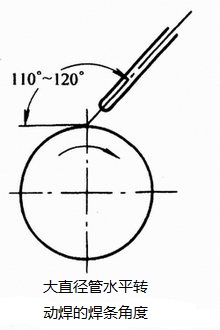
打底层的焊接:打底层的焊接是单面焊双面成形操作,将装配好的焊件装夹在焊接变位器上。按上表调节好设备参数。采用断弧法,在1点半钟位置起弧,按引弧、灭弧每分钟35次的频率进行上坡焊,焊条与试件的夹角如下图所示。焊条伸进坡口内让弧柱透过内壁约1/3左右,熔化坡口根部边缘的两侧,使熔孔比间隙每边多0.5mm为宜。更换焊条进行接头时,可采用热接法或冷接法,热接法更换焊条时要迅速,在熔池尚未冷却呈红热状态时,在熔孔前方约10mm处引弧,引弧后退至弧坑处,焊条稍做横向摆动,待弧坑填满焊至熔孔时,将焊条压低,并稍做停顿,当听到击穿声形成新熔孔时,焊条再进行横向摆动后正常焊接。采用冷接法时,先将接头处打磨成缓坡,然后按热接法的引弧位置、操作方法进行焊接。
在焊接过程中,经定位焊缝时,只需将电弧稍向坡口内压,以较快的速度通过定位焊缝,过渡到坡口处进行施焊。
填充层的焊接:焊接填充层时,釆用连弧焊法进行焊接,施焊前应将打底层的焊渣、水平转动焊的焊条飞溅清理干净,并将焊缝接头处的焊瘤等磨平,施焊时要注意使坡口两侧熔合良好,焊条角度与打底焊相同,运条方法以锯齿形为宜,摆动宽度比打底层稍宽,电弧要短,在坡口两侧稍做停顿稳弧,注意焊接时不要破坏坡口的棱边,填充层的厚度比坡口边缘稍低1~1.5mm,以便盖面层的焊接。
盖面层的焊接:焊接盖面层时,焊条角度和运条方法与填充层相同,但焊条水平横向摆动的幅度比填充层宽,当摆至坡口两侧时电弧应进一步缩短,并要稍做停顿,以免咬边,电弧从一侧摆至另一侧时应稍快,避免熔池金属下坠而产生焊瘤。
焊后检验焊后检验与平板对接单面焊双面成形相同。
- 上一篇:垂直俯位的管板件焊接操作技术
- 下一篇:中厚板对接横焊位置单面焊双面成形操作技术
相关文章
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 手工钨极氩弧焊基本手法操作技术
- 了解手工钨极氩弧焊工艺技术
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:多丝埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的单面焊接
- 埋弧焊工艺:对接接头的双面焊接
- 焊条电弧焊常见缺陷的产生原因及防止措施
- 中厚板对接平焊位置V形坡口的双面焊操作技术
- 中厚板对接横焊位置单面焊双面成形操作技术
我也要评论网友评论