当前位置:首页 » 焊条电弧焊操作技术实例 » 本文
中厚板对接平焊位置V形坡口的双面焊操作技术
作者: 电焊工焊接技术网 抢个沙发
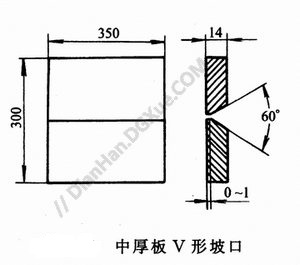
中厚板V形坡口的平焊试件尺寸如下图所示。
焊前准备
- 焊机选用弧焊整流电源ZXG-400一台和碳弧气刨设备套。
- 焊条选用E4315,直径3.2mm和4.0mm,焊前焊条需经严格烘干。
- 辅助工具角向磨光机、焊条保温筒、錾子、敲渣锤、钢丝刷、焊缝量尺。
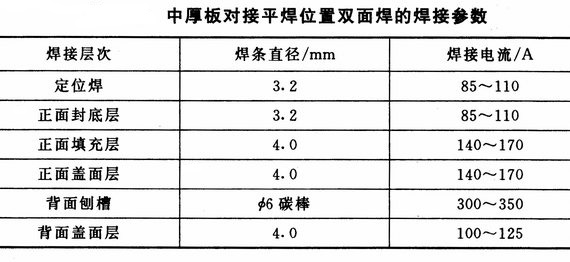
装配:用角向磨光机将坡口附近20mm以内打磨干净,根部间隙为零,定位焊均布三处,反变形量为5°~7°。用清渣工具清除定位焊缝表面的焊渣。具体参数如下表:
焊接操作
正面焊接操作:焊接采用多层多道焊,第一层采用直线形或直线往复形运条法焊接,焊完后用清渣工具清理焊缝表面,然进行其余各层的焊接。焊接采用大直径焊条,短弧焊接。各层道不要太厚,各层之间焊接方向应相反,层间清理要干净。
背面焊接操:作试件背面用碳弧气刨挑除焊根,再用钢丝清理刨槽内的焊渣,然后用月牙形运条法焊接。
相关文章
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 手工钨极氩弧焊基本手法操作技术
- 了解手工钨极氩弧焊工艺技术
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:多丝埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的单面焊接
- 埋弧焊工艺:对接接头的双面焊接
- 焊条电弧焊常见缺陷的产生原因及防止措施
- 中厚板对接横焊位置单面焊双面成形操作技术
- 大直径管对接水平转动的单面焊双面成形操作技术
我也要评论网友评论