埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
作者: 电焊工焊接技术网 抢个沙发
焊前准备:焊机选用BX-330型弧焊变压器一台和MZ-1-1000型埋弧焊机一台;焊条选用E4303,直径为4mm;焊剂为 HJ431,配H08A焊丝,直径为4mm;试件材料为Q235-A厚度为12mm,规格为500mm×125mm两块;备齐各种辅助工具和量具。引弧板和引出板的材料为Q235-A,规格为100mm×100mm,厚度为12mm,数量两块。并将焊剂放人烘箱内经250度烘干2小时后待用。

装配:先用角向磨光机将试件待焊区域的金属表面清理干净。将两块试件及引弧板、引出板按上图所示装配,根部间隙为0~1mm,装配边缘偏差不大于1.2mm,反变形量为3°。采用焊条电弧焊进行定位焊。采用引弧板是由于在焊接起始阶段焊接参数不够稳定,达到预定的焊缝厚度要有一个过程,采用引出板是在收尾时,由于熔池冷却收缩会产生弧坑,这两种情况都会影响焊接质量,甚至产生缺陷。为此可在试件两端加上引弧板和引出板。焊接时先在引弧板上引弧,而焊接结束时在另一端引出板收弧,最终将引弧板和引出板用气割割除。
焊接参数见前文《埋弧焊工艺:对接接头的双面焊接》,焊接电源极性采用直流反接,焊剂采用HJ431,焊丝采用H08A,直径4mm。
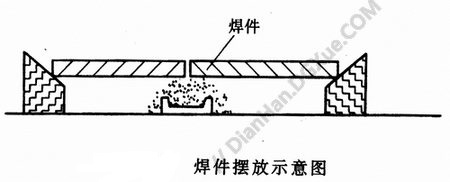
焊接操作:如上图所示,将装配好的试件放在简易的剂垫上。简易的焊剂垫就是槽钢上撒满焊剂,并用刮板将焊剂成尖顶,纵向呈直线,试件安放时应使接缝对准焊剂垫的尖顶,轻轻放下,并用手锤轻击试件,使焊剂垫垫实。为避免焊接发生倾斜,可在试件两侧垫上楔子。焊接时先按表5-3调节好焊电流、电弧电压和焊接速度。调节焊接机头使导向针在指示灯射下的影子对准基准线,导向针端部与试件表面要留出2mm间隙,以免焊接过程中与试件摩擦产生电弧,甚至短路,使电弧熄灭。导向针经焊丝超前一定的距离,以免受到焊剂的阻挡,影响观察。焊前先将离合器松开,用手将焊接小车在导轨上推动,观察导向针的影子是否始终照射在基准线上,以观察导轨与基准线的平行度。若出现偏差,可以轻敲导轨进行调整。调节好后,打开焊剂漏斗,待焊剂堆满焊接部位后,即开始起弧焊接。
焊接过程中,应随时观察控制盒上电流和电压表的指针,导电嘴的高低,导向针的位置和焊缝成形。若电流表和电压表的指针摆动很小,表明焊接过程很稳定。若发现指针摆幅度增大、焊接成形恶化时,.可随时调节焊接参数。当发现导向针偏离基准线时,可调节小车前后移动的手轮。
正面焊完后再焊背面,最后去除焊缝表面的焊渣。
焊后检验:用肉眼检査焊缝正面和背面的焊缝成形,也可用放大镜(不小于5倍)检查,并用焊缝量尺测量外形尺寸,合格后进行焊缝内部的射线探伤,然后做相应的力学性能检验。
我也要评论网友评论