大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
作者: 电焊工焊接技术网 抢个沙发
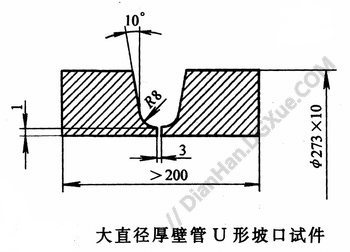
焊前准备:大直径厚壁管U形坡口的试件如下图所示。材料为20钢,其装配及定位与第四章水平转动焊条电弧焊相同。设备:焊条电弧焊的焊机为ZXG-400,埋弧焊焊机为MZ3-500,焊接调速滚轮架一台,焊接操作架一台。焊前清理与上述相同,焊剂、焊条须严格烘干。
焊接参数焊接参数见下表,焊接电源极性釆用直流反接。

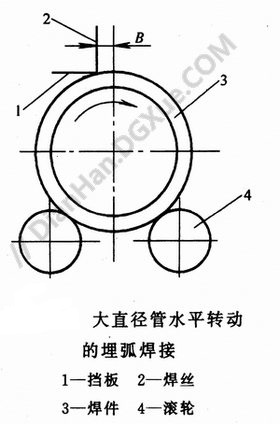
焊接操作:打底层和填充层都采用焊条电弧焊,焊接操作与第四章第四节的大直径管水平转动焊相同。盖面层采用埋弧焊,焊剂为HJ431,其颗粒度为1.43~0.28mm (14~60目)。采用直流反接。焊接盖面层时,先预调节焊接参数,调节焊接机头使焊嘴距离焊件20~30mm,下图中的偏移量B为20~30mm,并使焊丝对准坡口的中心线,开启焊剂漏斗,使焊剂堆在待焊区,由于管子表面曲率较大,焊剂容易散失,为在焊接过程中更好地保护熔池,可在焊接区的前方加一如图所示挡板或采取其它防止焊剂散失的措施。按下“启动”按钮,进行焊接,并耳听和观察焊接过程,注意焊机的电流表和电压表及调速滚轮的转速表的指示,随时进行调节,以保证焊接过程的稳定。在焊完一周后须重叠一段焊缝,最后按“停止”按钮,熄弧后关闭焊剂漏斗。
焊后清理与检验:用锤子、钢丝刷清除焊渣,并对收弧处进行修磨。对焊缝成形及外观尺寸进行检验,并进行无损检测,合格后做力学性能试验。
我也要评论网友评论