手工钨极氩弧焊基本手法操作技术
作者: 电焊工焊接技术网 抢个沙发
焊丝、焊枪与焊件之间的角度:用手工钨极氩弧焊焊接时,焊枪、焊丝与焊件之间必须保持正确的相对位置,这由焊件形状等情况来决定。平焊位置手工钨极氩弧焊焊枪、焊丝与焊件的角度如下图所示。
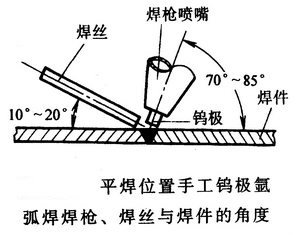
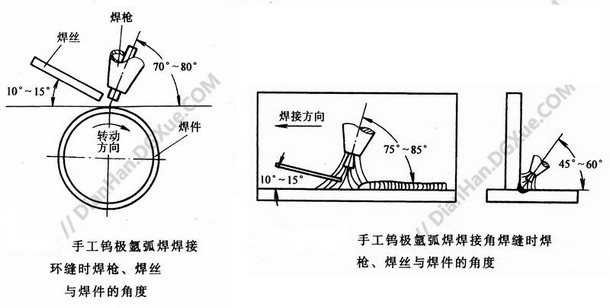
焊枪与焊件的夹角过小,会降低氩气的保护效果;夹角过大,操作及填加焊丝比较困难。手工钨极氩弧焊焊接环缝时焊枪、焊丝与焊件的角度如下左图所示,角焊缝时的如下右图所示。
引弧:手工钨极氩弧焊的引弧方法有接触短路引弧、髙频高压引弧和高压脉冲引弧三种。
接触短路法是采用钨极末端与焊件表面近似垂直(70°~85°)接触后,立即提起引弧。这种方法在短路时会产生较大的短路电流,从而使钨极端头烧损、形状变坏,在焊接过程中使电弧分散,甚至飘移,影响焊接过程的稳定,甚至引起夹钨。
高频高压引弧和高压脉冲引弧是在焊接设备中装有高频或高压脉冲装置,引弧后高频或高压脉冲自动切断。这种方法操作简单,并且能保证钨极末端的几何形状,容易保证焊接质量。
熄弧:熄弧时如操作不当,会产生弧坑,从而造成裂纹、烧穿、气孔等缺陷。操作时可采用如下方法熄弧:
调节好焊机上的衰减电流值,在熄弧时松开焊枪上的开关,使焊接电流衰减,逐步加快焊接速度和填丝速度然后熄弧。
减小焊枪与焊件的夹角,拉长电弧使电弧热量主要集中在焊丝上,加快焊接速度并加大填丝量,弧坑填满后熄弧。
环形焊缝熄弧时,先稍拉长电弧,待重叠焊接20~30mm,不加或加少量的焊丝,然后熄弧。
焊枪的运行形式:手工钨极氩弧焊的焊枪一般只做直线移动,同时焊枪移动速度不能太快,否则影响氩气的保护效果。
直线移动:直线移动有三种方式:直线匀速移动、直线断续移动和直线往复移动。
直线匀速移动是指焊枪沿焊缝做直线、平稳和匀速移动,适合不锈钢、耐热钢等薄板的焊接,其特点是焊接过程稳定,保护效果好。这样可以保证焊接质量的稳定。
直线断续移动是指焊枪在焊接过程中需停留一定的时间,以保证焊透,即沿焊缝做直线移动过程是一个断续的前进过程。其主要应用于中厚板的焊接。
直线往复移动是指焊枪沿焊缝做往复直线移动,其特点是控制热量和焊缝成形良好,这样可以防止烧穿。主要用于焊接铝及其合金的薄板。
横向摆动:它是为满足焊缝的特殊要求和不同的接头形式而采取的小幅摆动,常用的有三种形式:圆弧之字形摆动、圆弧之字形侧移摆动和r形摆动。
圆弧之字形摆动时焊枪横向划半圆,呈类似圆弧之字形往前移动,如下图a所示。这种方法适用于大的T形接头、厚板的搭接接头以及中厚板开坡口的对接接头。操作时焊枪在焊缝两侧停留时间稍长些,在通过焊缝中心时运动速度可适当加快,从而获得优质焊缝。
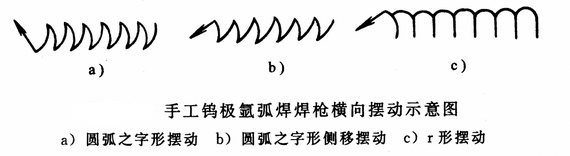
圆弧之字形侧移摆动是焊枪在焊接过程中不仅划圆弧,而且呈斜的之字形往前移动,如图b所示。这种方法适用于不平齐的角接头。操作时使焊枪偏向突出的部分,焊枪做圆弧之字形侧移运动,使电弧在突出部分停留时间增加,以熔化突出部分,不加或少加填充焊丝。
r形摆动是焊枪的横向摆动呈类似r形的运动,如图c所示。这种方法适用于不等厚板的对接接头。操作时焊枪不仅作r形运动,而且焊接时电弧稍偏向厚板,使电弧在厚板一边停留时间稍长,以控制两边的熔化速度,防止薄板烧穿而厚板未焊透。
焊丝送丝方法:填充焊丝的加入对焊缝质量的影响很大。若送丝过快,焊缝易堆高,氧化膜难以排除;若送丝过慢,焊缝易出现咬边或下凹。所以送丝动作要熟练。常用的送丝方法有两种方法:指续法和手动法。
指续法:将焊丝夹在大拇指与食指、中指中间,靠中指和无名指起撑托作用,当大拇指将焊丝向前移动时,食指往后移动,然后大拇指迅速擦焊丝的表面往后移动到食指的地方,大拇指再将焊丝向前移动,如此反复将焊丝不断地送入熔池中。这种方法适用于较长的焊接接头。
手动法:将焊丝夹在大拇指与食指、中指的之间,手指不动,而是靠手或手臂沿焊缝前后移动和手腕的上下反复运动将焊丝送入熔池中。该方法应用比较广泛。按焊丝送入熔池的方式可分为四种:压入法、续入法、点移法和点滴法。
压入法如下图a所示,用手将焊丝稍向下压,使焊丝末端紧靠在熔池边沿。该方法操作简单,但是因为手拿焊丝较长,焊丝端头不稳定易摆动,造成送丝困难。
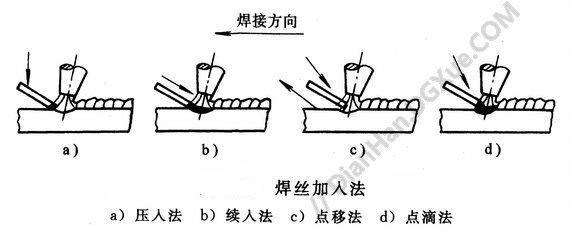
续入法如图b所示,将焊丝末端伸入熔池中,手往前移动,使焊丝连续加入熔池中。该方法适用于细焊丝或间隙较大的接头,但不易保证焊接质量,很少采用。
点移法如图c所示,以手腕上下反复动作和手往后慢慢移动,将焊丝逐步加入熔池中。采用该方法时由于焊丝的上下反复运动,当焊丝抬起时在电弧作用下,可充分地将熔池表面的氧化膜去除,从而防止产生夹渣,同时由于焊丝填加在熔池的前部边缘,有利于减少气孔。因此应用比较广泛。
点滴法如图d所示,焊丝靠手的上下反复主动作,将焊丝熔化后的熔滴滴入熔池中。该方法与点移法的优点相同,所以比较常用。
左焊法和右焊法:如下图所示,手工钨极氩弧焊根据焊枪的移动方向及送丝位置分为左焊法和右焊法。
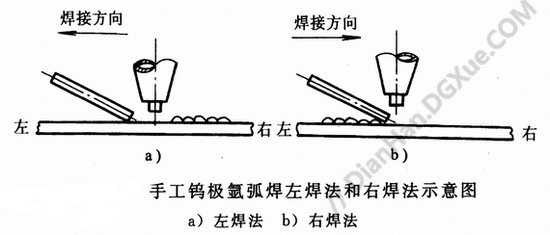
左焊法:焊接过程中焊接热源(焊枪)从接头右端向左端移动,并指向待焊部分的操作法称为左焊法。左焊法焊丝位于电弧前面。该方法便于观察熔池。焊丝常以点移法和点滴法加入,焊缝成形好,容易掌握。因此应用比较普遍。
右焊法:在焊接过程中焊接热源(焊枪)从接头左端向右端移动,并指向已焊部分的操作法称为右焊法。右焊法焊丝位于电弧后面。操作时不易观察熔池,较难控制熔池的温度,但熔深比左焊法深,焊缝较宽,适用于厚板焊接,但比较难掌握。
各种位置焊接的特点
平焊:平焊时要求运弧和焊丝送进配合协调、动作均匀,适合各种厚度和材料的焊接,根据焊件的厚度不同开相应的坡口,焊枪可做圆弧之字形运动或直线运动。当焊接不等厚的焊件时,电弧稍偏向厚板一边,焊枪可做直线或r形运动。如根部间隙较大时,可减少焊枪与焊件之间的夹角,加快焊接速度和送丝速度。
立焊:立焊时为了防止熔池金属和熔滴向下淌,应控制熔池的温度,选用较小焊接电流和较细的填充焊丝,电弧不宜拉得太长,焊枪下倾角度不能太小,否则会引起各种焊接缺陷。
横焊:横焊比较容易掌握,但必须注意在操作时,掌握好焊枪的水平角度和焊丝送进的角度。
仰焊:仰焊难度较大,为了避免熔池金属和熔滴在重力作用下产生下淌,在操作时焊接电流要小,焊接速度要快,坡口和根部间隙要适当小。
- 上一篇:了解手工钨极氩弧焊工艺技术
- 下一篇:氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
相关文章
- 手工钨极氩弧焊常见缺陷的产生原因及防止方法
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 了解手工钨极氩弧焊工艺技术
- 手工钨极氩弧焊的设备
- 什么是手工钨极氩弧焊?
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:多丝埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的单面焊接
- 埋弧焊工艺:对接接头的双面焊接
- 中厚板对接平焊位置V形坡口的双面焊操作技术
我也要评论网友评论