二氧化碳气体保护焊设备的组成、安装和使用
作者: 电焊工焊接技术网 抢个沙发
二氧化碳气体保护焊设备的组成
二氧化碳气体保护焊的设备主要由焊接电源、送丝系统、焊枪、供气系统和控制系统等组成。
焊接电源:二氧化碳气体保护焊的电源均为直流,具有平硬外特性曲线。
送丝系统:在二氧化碳气体保护焊中送丝系统是焊机的重要组成部分。送丝系统要能维持并保证送丝均匀和平稳,送丝机构应尽可能地结构简单和轻巧,并且维修及使用方便。常用的送丝方式有三种:推拉式、拉丝式、推丝式,如下图所示。
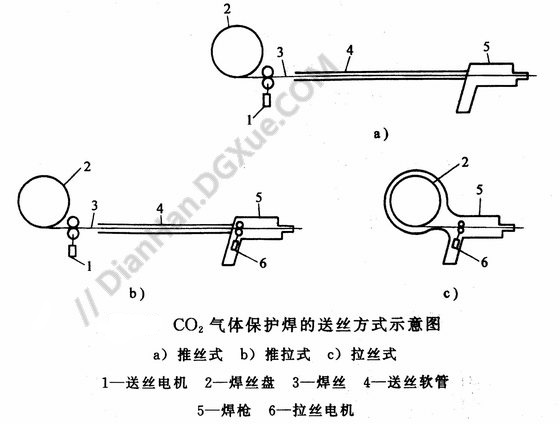
推丝式送丝系统:由送丝滚轮将焊丝推入送丝软管,再经焊枪上的导电嘴送至电弧区。其结构简单,轻巧,是目前应用最广泛的一种形式,但是对送丝软管的要求较高且不宜过长,焊枪活动范围小。
拉丝式送丝系统:将送丝机构和焊丝盘都装在焊枪上,焊枪结构复杂,比较笨重,但焊枪活动范围大,适用于细丝焊接。
推拉式送丝系统:由安装在焊枪中的拉丝电机和送丝装置内的推丝电机两者同步运转来完成,结构复杂,送丝稳定,送丝软管可达20~30m,焊枪活动范围大。
送丝系统由送丝电机、送丝滚轮、压紧机构、送丝软管和减速器等组成。
焊枪:焊枪的主要作用是向熔池和电弧区输送保护气流和稳定可靠地向焊丝导电。焊枪应结构紧凑,操作方便,连接件易损件便于更换。焊枪的主要易损件有导电嘴和喷嘴。
喷嘴一般为圆柱形,以使二氧化碳气流从喷嘴中流出有一定挺度的层流,可以对焊接电弧区起到良好的保护作用。喷嘴应与导电部分绝缘,以免打弧。为防止飞溅金属颗粒的粘附和易于清除,喷嘴应采用导热性好、表面粗糙度好的纯铜,在实际使用中为减少飞溅粘附在喷嘴上还在喷嘴表面涂以硅油。
对导电嘴的要求较高,首先要求其材料导电性能好、耐磨性能好、熔点要高,所以一般采用纯铜。另外导电嘴的孔径和长度也有严格的要求,孔径过小,送丝阻力会较大地影响焊接过程的稳定;孔径过大,焊丝在孔内接触位置不固定,焊丝送出导电嘴后会偏移或摆动,使焊接过程不稳定,严重时会使焊丝与导电嘴起弧而粘结烧损。孔径(D)与焊丝直径的关系式如下:
- d<2mm时,D=d+(0.1~0.3)mm
- d=2~3mm时,D=d+(0.4~0.6)mm
对导电嘴的长度也有一定的要求,长度增加,导电性能变好,但送丝阻力也增加;长度太短,导电性能不好,尤其在磨损后会使焊接电弧不稳定。所以一般导电嘴长度应大于25mm。
供气系统:供气系统的作用是将保存在钢瓶中呈液态的二氧化碳在需用时变成有一定流量的气态二氧化碳。供气系统包括:二氧化碳气 瓶、预热器、干燥器、减压器和流量计及电磁气阀,如下图所示。
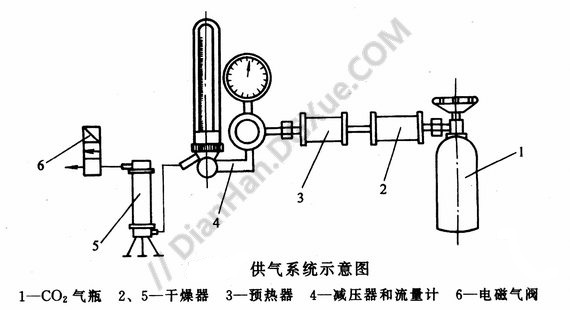
二氧化碳气瓶:用于贮存液态二氧化碳,瓶外有标记,满瓶时压强为5.0 ~7.0MPa。
预热器:当打开气瓶阀门时,液态二氧化碳挥发成气态,气化时要吸收大量的热量,从而使气体温度下降,为防止气体中的水分在气瓶出口处结冰,在减压前要将二氧化碳气体进行加热,即在供气系统中加入预热器。预热器的功率为75~150W。
干燥器:干燥器用于吸收二氧化碳气体中的水分。干燥器有两种:一种是髙压干燥器,在减压之前;另一种是低压干燥器,在减压之后。干燥器的选用,主要根据气瓶中二氧化碳气体的纯度和对焊接质量的要求而定。可以选一个,也可以选两个。
减压器及流量计:减压器是将髙压的二氧化碳气体变为低压的气体并保持气体的压力在供气过程中稳定。流量计用于测量和控制气体的流量,常用的流量计一般与减压器一体。
电磁气阀:是用来控制保护气体的装置。
控制系统:二氧化碳气体保护焊的控制系统是对送丝系统、供气系统和焊接电源的控制,以及对焊件运转或焊接机头行走的控制。
送丝控制系统是对送丝电机的控制,即能够完成对焊丝的正常送进和停止动作,焊前对焊丝的调整,在焊接过程中均匀调节送丝速度,并在网路波动时有补偿作用。
供气系统的控制分为三个过程进行:第一步提前送气1~2s,这样可以排除引弧区周围的空气,保证引弧质量,然后引弧;第二步在焊接过程中保证气流均匀;第三步在收弧时滞后2~3s断气,继续保护弧坑区的熔化金属凝固和冷却。
焊接电源的控制与送丝部分相关,引弧时,可在送丝同时接通焊接电源,也可在接通焊接电源后送丝。收弧时为了避免焊丝末端与熔池粘连而影响弧坑处的质量,应先停止送丝再切断焊接电源,有时还有延时切断焊接电源和焊接电流自动衰减的控制装置,以保护弧坑的质量。
二氧化碳气体保护焊设备的安装和使用
二氧化碳气体保护焊设备的安装场地及要求:
焊机应安装在离墙和其它焊机等设备至少300mm以外的地方,使焊机使用时能确保通风良好;焊机不应安装在日光直射处,潮湿处和灰尘较多处。
施焊工作场地的风速应小于2.0m/s,超过该风速时应采取防风措施。焊接时为防止弧光伤人,应选择适当场所或在焊机周围加屏蔽板遮光。
供电网路应能提供二氧化碳焊设备所要求的输入电压(220V或380V)、相数(单相或三相)和电源频率(50Hz)。供电网路应有足够多的容量,以保证焊接时电压稳定。目前二氧化碳焊设备允许网路电压的波动范围在+5%~10%内。
搬运二氧化碳气瓶时,应当盖上瓶盖和使用专用搬运车。安装时应当正置和可靠固定。氧化碳气瓶必须放在温度低于40℃的地方。
焊机机壳的接地必须良好。
二氧化碳气体保护焊设备的使用:设备使用前,应将各部件按一定的程序用电缆连接起来。
- 焊机连接顺序:二氧化碳气体保护焊设备的连接方法,根据机组的不同有所差异,但一般的连接程序大致相同。NBC-400型手工二氧化碳气体保护焊机的外部接线见下图。
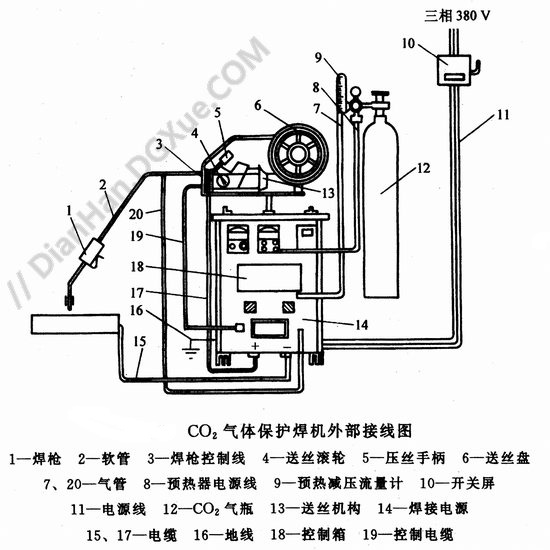
连接焊接电缆:焊接电源的“ + ”端用焊接电缆与导电嘴相连,焊接电源的“-”端用焊接电缆与焊件可靠地连接。焊接电缆根据不同机种的容量,选用规定尺寸的橡胶软电缆,其断面尺寸的大小,可按电流密度5A/mm²计算。
连接送丝机的控制电缆应将控制电缆的多芯插头可靠地插入送丝机上的插座内,并锁紧。
安装二氧化碳气体减压阀和流量计减压阀和流量计的气体入口和出口处不得有油污和灰尘。减压阀和流量计的安装螺母应当拧紧。
连接气管流量计的出口和送丝机之间的气管、送丝机和焊枪之间的气管,可以用螺母和管螺纹连接并拧紧,还可以向气管中插入连接铜管并用金属丝缠绕紧固。
连接二氧化碳气体加热器电路预热器上的电源线与焊接电源侧壁上的接线柱相连接(必须釆用低于36V的交流供电)。
连接冷却水管(采用风冷焊枪不用此步骤)把与焊枪相连接的给水管和排水管与循环水装置相连接,并扎紧。
连接送丝机和焊枪:控制电缆插头、焊接电缆和气管(水管)等均应在各自的接口可靠地连接。安装送丝弹簧软管,软管孔径应与焊丝直径相适应。
连接电源电缆:必须确认已切断配电盘开关后,才能连接电源电缆。电源电缆的断面尺寸应符合规定。电源电缆与配电盘和焊接电源输入端的连接应用螺钉牢固地拧紧,以便可靠导电
二氧化碳气体保护焊机的维护保养
- 定期检査焊机的接线是否可靠。
- 焊机应置于通风良好、干燥整洁的地方。
- 经常检査焊枪的喷嘴与导电部件之间的绝缘情况。
- 经常检査导电嘴和焊丝的接触情况,当导电嘴磨损时应及时更换。
- 经常检査送丝轮压紧和磨损情况,并及时加以调整或更换。
- 经常检查焊枪上的电缆、气管、送丝软管等,发现问题及时更换。
- 经常检查供气系统,发现问题及时更换。
- 经常检查送丝结构,要及时加油或换油。
我也要评论网友评论