气焊、气割用焊接材料:氧气、乙炔、丙烷、气焊丝、气焊溶剂
作者: 电焊工焊接技术网 抢个沙发
气焊与气割是利用可燃气体与助燃气体混合燃烧所放出的热量作热源进行金属材料的焊接与切割的。可燃气体的种类很多,例如乙炔、氢气、天然气和液化石油气(主要是丙烷)。目前应用最普遍的是乙炔气,其次是丙烷。
气焊、气割用焊接材料
氧气:氧气是气焊和气割中的助燃气体。氧气本身不能燃烧,但能帮助其它可燃物质燃烧。工业上常用空气分离法来制取氧气。用于气焊和气割的氧气按纯度分为两级:一级纯度不低于99.2%;二级纯度不低于98.5%。氧气可以装人氧气瓶提供,也可以通过管道输送。前者灵活方便;后者安全稳定,较为经济,在大、中型企业中使用更为有效。
乙炔:乙炔是由电石(CaC2)和水相互作用分解得到的,其分子式为C2H2。乙炔是一种无色有特殊臭味的气体,在标准状态下的密度为1.179kg/m3,比空气轻。
乙炔是可燃气体,它与氧气混合燃烧时所产生的火焰温度为3000~3300℃,因此足以迅速熔化金属进行焊接和切割。
乙炔能大量溶解于丙酮溶液中,这样我们就可以利用乙炔的这个特性,将乙炔装入乙炔瓶内(瓶内装有丙酮溶液和活性碳)储存、运输和使用。
必须注意的是,乙炔是一种具有爆炸性的危险气体。当乙炔压力达到0.15~0.2MPa时,温度在580~600℃的情况下,乙炔就会自行爆炸。乙炔与氧气及空气的混合气体也具有爆炸性。因此,刚装入电石的乙炔发生器应首先将有空气的乙炔排出后才可使用。加装乙炔时应特别注意避开明火与火星。并应严防氧气倒流入乙炔发生器中。
丙烷:丙烷的分子式为C3H8,比空气重。丙烷的火焰温度为2000~2700℃,比乙炔火焰的温度低,因此,用丙烷气割时预热时间应长一些。丙烷气割的切口光洁,不渗碳,下缘不易挂渣,如有挂渣也容易清除;切割薄板时变形小,如采用机械化切割,切割表面粗糙度值很小,很多工件不需再进行机加工,提高了工效。下表是乙炔气与丙烷气的性能对照。

从表中可以看出,液化石油气(其中主要是丙烷)也具有一定的爆炸性,但是它在空气中能引起爆炸的范围很小;比乙炔小得多,而且其燃烧速度也比较小,所以比乙炔使用时安全得多。
由于丙烷气比空气重,会沉积,所以必须加强通风,尤其须注意容器和筒体内作业时的安全通风。
丙烷价格低廉,方便易得,用它来代替乙炔进行金属的气焊和气割,具有较大的经济意义。
气焊丝:气焊时焊丝的选用应根据焊件的成分、母材的力学性能、母材的焊接性以及焊件的特殊技术要求来进行。常用的气焊丝种类有碳素结构钢用焊丝、合金结构钢用焊丝、铸铁用焊丝等。
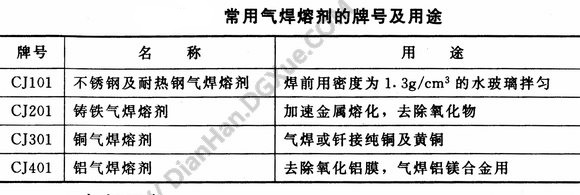
气焊熔剂:为了防止金属的氧化,消除已经形成的氧化物,改善润湿性,在焊接有色金属、铸铁以及不锈钢等材料时,通常必须采用气焊熔剂。定型气焊熔剂呈粉状,瓶装密封,每瓶重500g。常用的气焊熔剂见下表。
- 上一篇:焊接辅助设备:衬垫
- 下一篇:气焊设备:氧气瓶、乙炔瓶、减压器、焊炬等
我也要评论网友评论