冷作基本知识、加工工序及装备知识
作者: 电焊工焊接技术网 抢个沙发
冷作基本知识
冷作就是将金属板材、管材及型材在基本不改变其断面特征的情况下加工成各种制品的综合工艺(统称金属制作)。从事冷作工作的工人称为冷作工。冷作是一种综合性的金属加工工艺,通常要与焊接、金属切削、热处理、检验等工艺结合,以形成完整的产品制造过程。
冷作产品遍及各行各业,例如:应用于电力方面的锅炉、冷凝器、加热器等。在机械工业、冶金工业、交通运输业等行业各种机器的外壳、框架及其构件都有冷作件存在。冷作加工用的板料,既有厚板也有薄板。通常把厚度在2mm以下的薄板加工称为钣金加工。冷作加工用的金属板材、管材及型材统称成形材料。
冷作加工工序
冷作加工的基本工序有:矫正、放样、切割、弯曲、冲压、装配连接(胀接、铆接及焊接)。
矫正:由于材料在制造、运输过程中不可避免地受到各种不同的外力作用,也就必然引起程度不同的变形。另外在制作产品过程中也会产生各种新的变形。矫正的目的就是通过外力或加热产生的作用,使材料变得平、直或使断面变回应该有的形状。
矫正的原理就是调整金属纤维长度,使之趋于平直。矫正的方法很多,根据矫正时钢材的温度不同可分为冷矫正和热矫正。冷矫正是在常温下进行,冷矫正时会产生冷加工硬化现象,因此,它只适用于塑性较好的材料。而热矫正是在700~1000摄氏度左右的高温下进行,它适用于材料变形、塑性差或设备能力不够以及设备和人力用不上的情况下。它对操作者的技术要求较高。
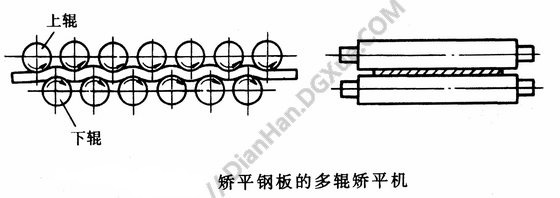
手工矫正只需简单工具,操作灵活,但效率较低,劳动强度大。所以手工经常用来矫正一些变形量不大,截面尺寸较小的零件或构件。机械矫正的劳动强度低,技术要求较低。下图是用于矫平钢板的多辊矫平机。
机械矫正不适用于矫正高弹性、高脆性的材料。
火焰矫正不但适用于材料变形较大的矫正,更适用于结构件在制造过程中和制造后期变形的矫正。用手工和机械矫正方法矫正的工件,也能使用火焰进行矫正,但它不适用于细小或薄形构件的矫正。它对工人的技术要求较高,工作环境较差,效率不太高,一般不使用此方法。
放样:产品通过放样以后才能进行下料。放样是根据图样,按构件的实际尺寸或一定比例画出该构件的轮廓,或将曲面摊成平面,以便准确地定出构件的尺寸,作为制造样板、加工和装配工作的依据,这一工作过程称为放样。当然,如果使用了数控切割机,则此工序就可以直接在计算机上完成。
一般的放样划线精度能达到0.25~0.5mm。
常用的划线工具和辅助工具有划线平台、划针、样冲、划规、卷尺以及90°角尺等。下图是几种划线工具及辅助工具示意图。
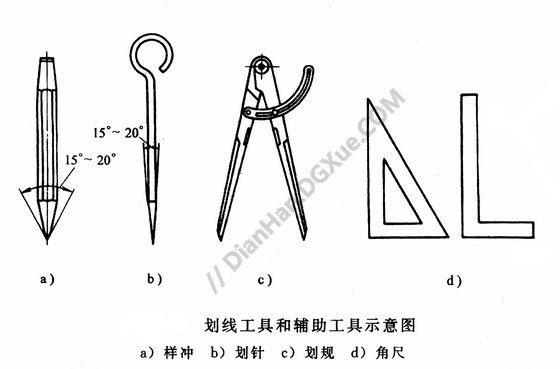
划线平台是划线的主要工作地点,需要划线放样的工件就放在划线平台上。利用划针可直接在工件上划出加工线条。样冲用硬质材料做成,用于在工件所划线条上冲眼,作为加工界限标志,或者把样冲眼作为划圆弧或圆的中心定位孔。90°角尺可以作为划平行线或垂直线的导向工具。
剪切:剪切具有切口光滑美观的优点。整齐切割分为火焰切割和金属切割两种。金属切割设备主要有剪板机、联合冲剪机、锯床、砂轮切割机等。
弯曲:将材料弯成一定角度或一定形状的工艺方法称为弯曲。弯曲时根据材料的温度不同可分为冷弯与热弯。热弯又有自然热弯和附加外力热弯。附加外力热弯主要是为了解决弯曲时外力不足、材料塑性不够的问题;自然热弯就是利用火焰矫正的原理,它主要在没有设备、设备能力不足或有设备用不上的情况下才使用。对材料进行弯曲加工的设备有卷板机、弯管机等。卷板机可以将板材卷成筒体及锥体;小型弯管机经常用来弯制小段简单形状的管子,复杂大段的管子(如蛇形管)可以在专用的大型弯管机流水线上加工。
压制成形:它是在压力机上利用模具使板料成形的一种工艺方法。根据压制材料的温度不同可分为冷压与热压。对于压弯、压延来说,板料的成形完全取决于模具的形状与尺寸,对于压延来说,模具一般都是专用的,对于旋压和折边来说,模具多为通用。压延使用的设备有机械式压力机、液压式压力机。压弯使用的设备有各种压力机、折边机。旋压使用的设备有旋压机、收口机。
旋压:被加工的坯料在旋压模具的操纵下,完成由点到线,由线到面的形变,从而使之成为人们需要形状的这一工艺过程,称为旋压。它也分为热旋压和冷旋压两种。冷旋压的加工厚度对于碳素钢来说一般在1.5~2mm,对于有色金属一般在3mm 以下。板厚超出此范围的,则必须采用热旋压。
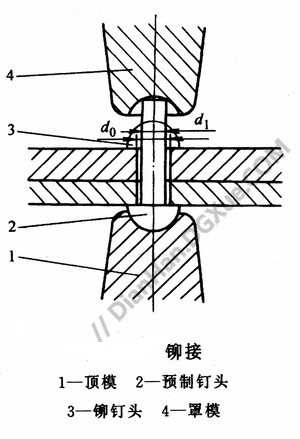
铆接和胀接:利用铆钉把两个或两个以上的零件或构件(通常是金属板或型钢)连接为一个整体,这种连接方法称为铆接。铆接时,使用工具连续锤击或用压力机压缩铆钉杆端,使钉杆充满钉孔并形成铆接头,如下图。铆接的主要优点是:工艺简单、连接可靠、抗振和耐冲击。但与焊接相比较,其缺点是:结构笨重,铆钉孔削弱了被连接件截面的强度,生产率低,连接的经济性和紧密性都不如焊接。由于焊接和髙强度螺栓连接的发展,铆接的应用已趋减少。
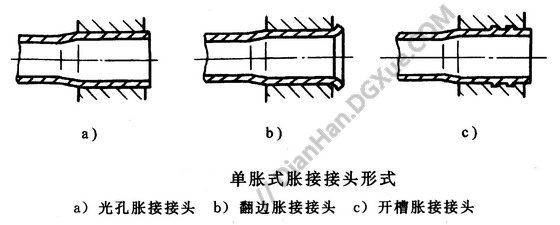
胀接广泛应用于管子与管板的连接。它是利用管子和管板变形来达到密封和紧固的一种连接方法。下图为单胀式胀接接头形式。胀接时,在管子的内壁均匀地施加压力,对管子直径进行扩胀。当压力超过管子材料的屈服点后,管子达到塑性变形状态,使管子和管板之间的空隙胀合。此时,管子外壁亦对管板孔壁施加小于管子内壁上的压力,由于管板的孔间距远大于管子的壁厚,因此,管板孔壁仅处于微扩的弹性变形状态,管板孔壁的径向回 弹压力就对管子外壁产生紧固作用,从而达到牢固的结合。
冷作装配实例
下图为一工字梁的装配过程。它由两块翼板和一块腹板装配组合而成。
首先对板料进行矫平。如果板料不够长则必须在装配之前进行拼焊,并做好焊接的各种准备工作,然后再将翼板(件1、件3)放在装配平台上(如果没有足够大的平台可在较平坦的地面上),划出腹板(件4)的安装位置线并打上样冲眼,在翼板上定位焊上临时挡块2,把腹板吊到翼板上定位焊固定,并用角尺检査是否垂直,必要时可矫正其垂直度。在焊接之前必须做好防变形工作。此方法只适用单件制作,如果构件的形状相近,数量较多,则最好使用胎具装配。
- 上一篇:气割知识:气割原理、方法及手工气割操作
- 下一篇:焊接安全生产:安全技术
相关文章
- 没有找到相关文章
我也要评论网友评论