认识电焊条:组成、型号和使用知识
作者: 电焊工焊接技术网 抢个沙发
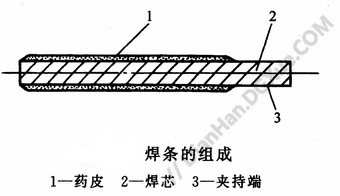
焊条的组成
焊条是涂有药皮的供焊条电弧焊用的熔化电极。焊条的基本组成如下图所示。压涂在焊芯表面上的涂料层即药皮;焊条中被药皮包覆的金属芯称为焊芯;焊条端部未涂药皮的焊芯部分,供焊钳夹持用,是焊条夹持端。焊条药皮与焊芯的重量比常称为药皮的重量系数,焊条电弧焊焊条的药皮质量系数一般为25%~40%。
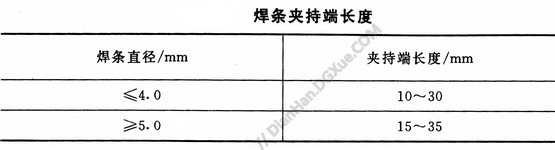
按标准生产的焊条,其焊条夹持长度都有一定的要求。碳钢焊条(GB/T5117—1995)夹持端长度见下表。
焊芯
牌号与规格:焊芯一般是一根具有一定长度及直径的金属丝。焊接时焊芯有两个作用:一是传导焊接电流,产生电弧,把电能转换为热能;二是焊芯本身熔化,作为填充金属与液体母材金属熔合形成焊缝,同时起调整焊缝中合金元素成分的作用。这种金属丝在用于埋弧焊、气体保护焊、气焊等焊接方法中的填充金属时常称为焊丝。按照国家标准,用来制造焊芯的钢丝分为碳素结构钢、合金结构钢、不锈钢丝三类。在焊条生产中,根据被焊材料,按照国家熔化焊用钢丝标准(GB/T 14957—94),可选择相应牌号的钢丝作为焊芯。
其它合金元素含量的表示方法与钢号大致相同。质量不同的焊芯在最后标以一定符号以示区别:A表示高级优质钢,其S、P的质量百分数不超过0.03%;E表示特级优质钢,其S、P的质量分数不超过0.02%。几种常用碳素结构钢焊芯的牌号有:H08A、H08MnA、H15Mn;常用合金结构钢焊芯的牌号有:H10Mn2、H08Mn2Si、H08Mn2SiA、H08CrMoVA、H13CrMoA;常用不锈钢焊芯的牌号有:H1Cr19Ni9、H0Cr19Ni14Mo3 (奥氏体型),H0Cr14、H1Cr17 (铁素体型),HlCr13、H2Cr13 (马氏体型)。
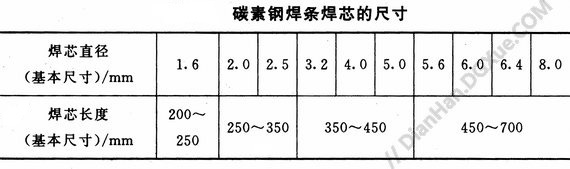
焊条的规格都以焊芯的直径来表示。焊芯直径越大,其基本长度也相应长些。碳素钢焊条焊芯的尺寸见下表。
焊芯中主要合金元素对焊接的影响:
碳(C) :碳是钢中的主要合金元素。当含碳量增加时,钢的强度和硬度明显地增加,而塑性降低。随着含碳量的增加,钢的焊接性大大恶化,会引起较大的飞溅和气孔,而且对焊接裂纹的敏感性明显增加。因此,低碳钢用焊芯中碳的质量分数小于0.1%。
锰(Mn)锰是一种很好的合金剂。随着含锰量的增加,钢的强度和韧性增加。锰与硫化合生成Mn2S,生成的Mn2S作为熔渣覆盖在金属表面,从而抑制硫的有害作用。同时,锰还有很好的脱氧作用。ω(Mn)(表示Mn的质量分数)一般以0.3%~0.5%为宜。
硅(Si) 硅在焊接过程中极易氧化成SiO2,从而使焊缝中含有多量的夹杂物,严重时会引起热裂纹。因此希望焊芯中的含硅量越少越好。
硫、磷(S、P):硫、磷是有害元素,会引起裂纹和气孔。因此对于它们的含量应严格控制。在焊芯的牌号中,以字母“A”结尾的焊芯,对S、P的含量限制更加严格,例如H08A。
焊条药皮
焊条药皮的作用:
保证电弧稳定燃烧,使焊接过程正常进行。
保护电弧和熔池。空气中的氮、氧等气体对焊接熔池的冶金反应有不良影响。利用焊条药皮熔化后产生的气体能够防止空气中的氮、氧进入熔池。药皮熔化后形成熔渣,覆盖在焊缝表面,隔绝了有害气体的影响,使焊缝金属冷却速度降低,有助于气体逸出,防止气孔的产生,改善焊缝的组织和性能。
焊条药皮参与了复杂的冶金反应。通过药皮将所需要的合金元素渗入到焊缝金属中,可以控制焊缝的化学成分,以获得希望的焊缝金属性能。在焊条药皮中添入Mn、Si等合金化元素,可以进行脱氧、脱硫、脱磷等,从而改善焊缝质量。
药皮的组成及类型:焊条药皮为了达到诸多要求,由多种原材料按一定的配比组成。药皮中原材料的作用是:稳弧、造气、造渣、脱氧、合金化、粘结、成形。
药皮中的一种材料在药皮中同时会有几种作用,其中有些是主要的,有些是次要的。这些材料按其所起的作用,分别称为稳弧剂、造渣剂、造气剂等。常用的稳弧剂有碳酸钾、钾水玻璃等;常用的造渣剂有钛铁矿、金红石、大理石等,它们是药皮中最基本的组成物;常用的脱氧剂有锰铁、钛铁、硅铁等。
采用不同的材料,按不同的配比设计药皮便产生了多种不同类型的药皮。下面介绍几类焊条的药皮类型。
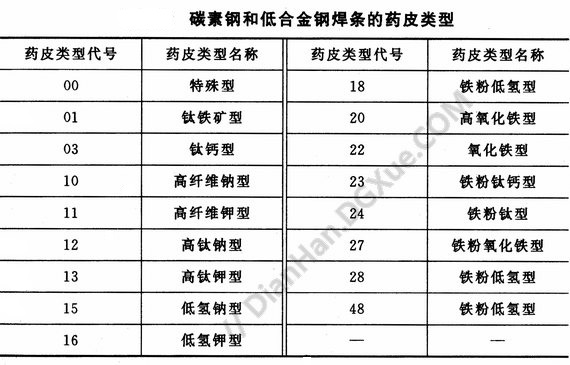
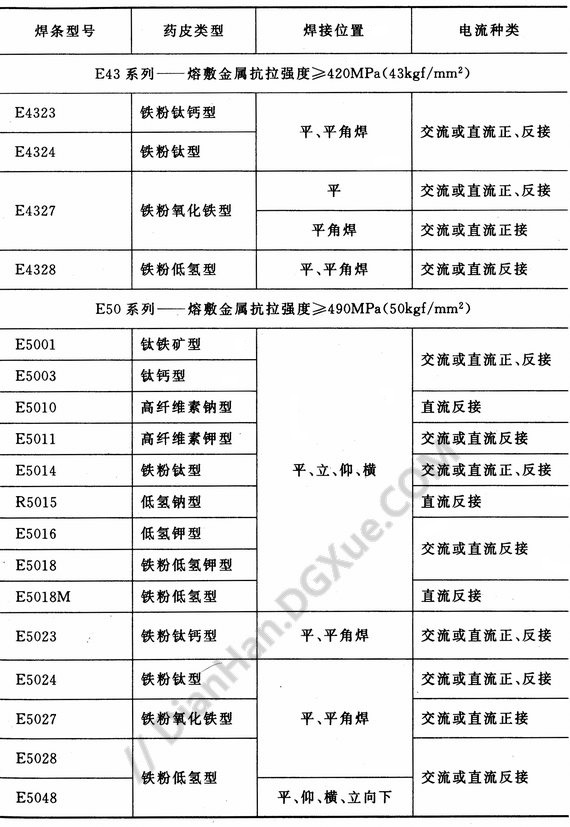
碳素钢焊条(GB/T5117—1995)和低合金钢焊条(GB/ T5118—1995)的药皮类型见下表。
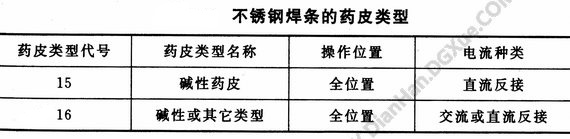
按化学成分分类的不锈钢焊条(GB/T983—1995)的药皮类型见下表:
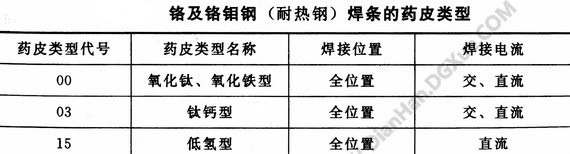
铬及铬钼钢焊条的药皮类型见下表:
其它类型焊条的药皮类型将在相应的课程环节中再予以介绍。
酸性焊条和碱性焊条:钢焊条熔渣主要由氧化物组成。这些氧化物按化学性质可分为碱性氧化物、酸性氧化物和两性氧化物。熔渣中除氧化也外,还有氟化物(CaF2、NaF、KF等)和氯化物(KC1、NaC1等)及少量的硫化物、碳化物。
当焊条熔渣的成分主要是酸性氧化物(如TiO2、Fe2O3、 SiO2)时,熔渣表现为酸性,这类焊条称为酸性焊条。碳钢和低合金钢焊条中的EXX13、EXX03、EXX01、EXX20、EXX10类焊条都是酸性焊条。反之,焊条熔渣的成分主要是碱性氧化物 (如大理石、萤石等)时,熔渣就表现为碱性,这类焊条称为碱性焊条。例如碳钢和低合金钢焊条中的EXX15、EXX16、EXX18 等。
酸性焊条和碱性焊条由于药皮的组成物不同,焊条的工艺性能以及焊缝金属的性能也不同,因此它们的应用场合有很大的区别。酸性焊条和碱性焊条的比较见下表。
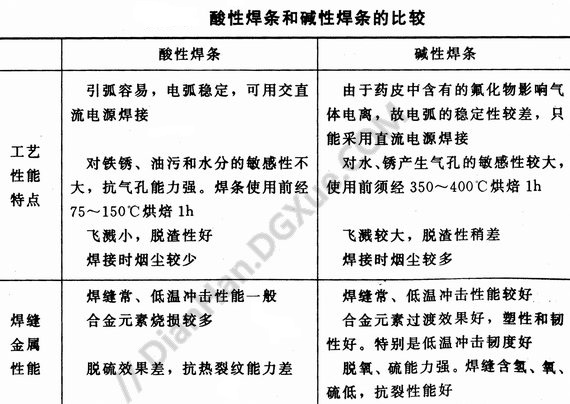
从表中可以看出,碱性焊条的塑性、韧性和抗裂性能均比酸性焊条好。所以在焊接重要结构时,一般均采用碱性焊条。
焊条型号
焊条的分类
焊条分类按国家标准主要是依照焊条用途划分如下:
碳素钢焊条这类焊条主要用于强度等级较低的低碳钢和低合金钢的焊接。
低合金钢焊条这类焊条主要用于低合金高强度钢、含合金元素较低的钼和铬钼耐热钢及低温钢的焊接。
不锈钢焊条这类焊条主要用于含合金元素较髙的钼和铬钼耐热钢及各类不锈钢的焊接。
堆焊焊条这类焊条用于金属表面层堆焊,其熔敷金属在常温或高温中具有较好的耐磨性和耐腐蚀性。
铸铁焊条这类焊条专用于铸铁的焊接和补焊。
镍及镍合金焊条这类焊条用于镍及镍合金的焊接、补焊或堆焊。
铜及铜合金焊条这类焊条用于铜及铜合金的焊接、补焊或堆焊。其中某些焊条可用于铸铁补焊或异种金属的焊接。
铝及铝合金焊条这类焊条用于铝及铝合金的焊接、补焊或堆焊。
特殊用途焊条指用于水下焊接、切割的焊条及管状焊条等。
焊条型号的编制
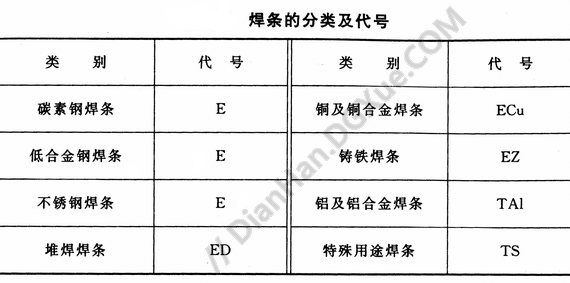
焊条型号一般都由焊条类型的代号,加上其它表征焊条熔敷金属力学性能、药皮类型、焊接位置和焊接电流的分类代号组成。下表为各种焊条的分类及代号。
在初级电焊工技术课程中,只介绍碳素钢焊条、低合金钢焊条型号的编制。其它如不锈钢焊条、铸铁焊条、堆焊焊条、铜及铜合金焊条、铝及铝合金焊条和特殊用途焊条的型号编制,将在中、高级课程相关章节中介绍。
碳素钢焊条:碳素钢焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。按照熔敷金属抗拉强度的不同,碳素钢焊条形成两个系列,即E43系列(熔敷金属抗拉强度≥420MPa)和E50系列(熔敷金属抗拉强度≥490MPa),见表下表。

下面以E4315为例说明焊条型号编制方法。按GB/T5117—1995规定,碳素钢焊条型号编制方法如下:
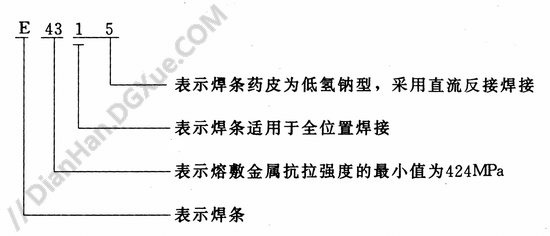
首字母“E”表示焊条。
前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm² (X9.8MPa)。
第三位数字表示焊条的焊接位置,“0”和“1”表示焊条适用于全位置焊接(平焊、立焊、仰焊、横焊),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊。当第三和第四位数字组合使用时,表示焊接电流种类及药皮类型。
在第四位数字后附加“R”,表示耐吸潮焊条;附加“M”表示耐吸潮和力学性能有特殊规定的焊条;附加“一1”表示冲击性能有特殊规定的焊条。
低合金钢焊条:低合金钢焊条型号根据熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类划分。与碳素钢焊条相类似,低合金钢焊条有九个不同的抗拉强度等级。依次为E50系列(熔敷金属抗拉强度≥490MPa)、E55系列≥540MPa、E60系列≥590MPa、E70系列≥690MPa、E75系列≥740MPa、E80系列≥780MPa、E85系列≥830MPa、E90系列≥880MPa、E100系列≥980MPa。低合金钢焊条型号的编制在碳素钢焊条的编制方法上增加了部分内容。下面以E5515-B3-VWB加以具体说明。
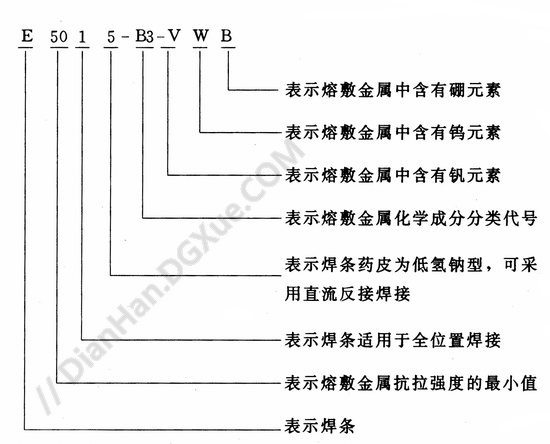
字母“E”表示焊条。
数字部分的意义和碳素钢焊条一样。
紧跟数字后的字母(称为后缀字母)为熔敷金属的化学成分分类代号,并以短划与前面数字分幵。如例中“B3”。
若焊条还具有附加化学成分时,附加化学成分直接用元素符号表示,并以短划与前后缀字母分开。
E50XX-X、E55XX-X、E60XX-X型低氢型焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。
下表列出了部分低合金钢焊条的型号。

选用、使用、保管
焊条的选用
选用焊条时,应遵循以下原则:
首先考虑母材的力学性能和化学成分低碳钢和低合金高强度钢的焊接,一般情况下应根据设计要求,按强度等级来选用焊条。选用焊条的抗拉强度与母材相同或稍高于母材。但对于某些裂纹敏感性较高的钢种,或刚度较大的焊接结构,为了提高焊接接头在消除应力时的抗裂能力,焊条的抗拉强度以稍低于母材为宜。
焊接低温钢时,应根据设计要求,选用低温冲击韧度等于或髙于母材的焊条,同时,强度不应低于母材的强度。
耐热钢和不锈钢的焊接,为保证焊接接头的高温冲击性能和耐腐蚀性能,应选用熔敷金属化学成分与母材相同或相近的焊条。当母材中碳、硫、磷等元素的含量较高时,应选用抗裂性好的低氢型焊条。
低碳钢和低合金高强度钢的焊接,应选用与强度等级低的钢材相适应的焊条。
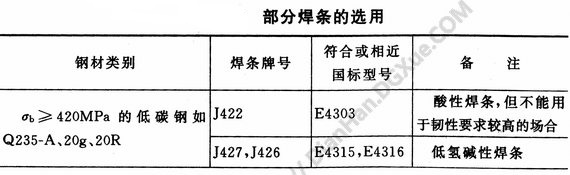
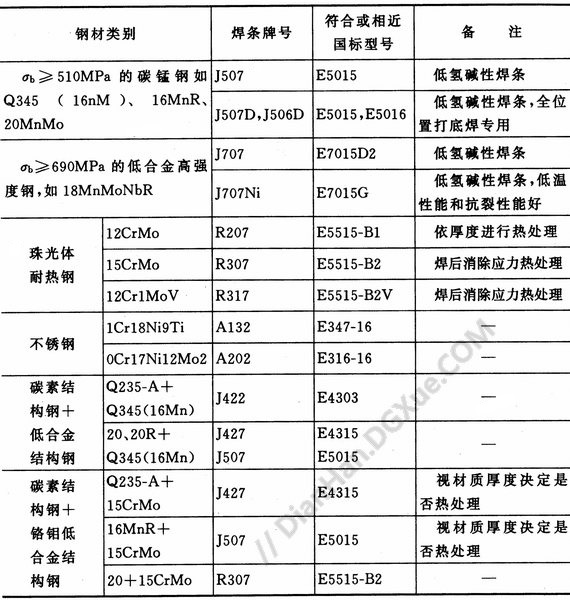
有色金属的焊接,应选用化学成分相近的焊条。下表为根据母材的化学成分和力学性能推荐选用的焊条。
考虑焊件的工作:根据焊件的工作条件,包括载荷、介质和温度等,选择满足使用要求的焊条。比如在高温条件下工作的焊件,应选择耐热钢焊条;在低温条件下工作的焊件,应选择低温钢焊条;接触腐蚀介质的焊件应选择不锈钢焊条;承受动载荷或冲击载荷的焊件应选择强度足够,塑性和韧性较高的低氢型焊条。
考虑焊接的结构复杂程度和刚度:对于同一强度等级的酸性焊条和碱性焊条,应根据焊件的结构形状和钢材厚度加以选用,形状复杂、结构刚度大及大厚度的焊件,由于焊接过程中产生较大的焊接应力,因此必须采用抗裂性能好的低氢型焊条。
考虑劳动条件、生产率和经济性:在满足使用性能和操作性能的基础上,尽量选用效率高、成本低的焊条。焊接空间位置变化大时,尽量选用工艺性能适应范围较大的酸性焊条,在密闭容器内焊接时,应采用低尘、低毒焊条。
焊条的管理与使用
焊条的保管和使用必须严格遵循焊条质量管理规程(JB3223—83)的规定。
焊条的贮存与保管:
焊条必须在干燥、通风良好的室内仓库中存放。焊条贮存库内,不允许放置有害气体和腐蚀性介质。焊条应离地存放在架子上,离地面距离不小于300mm,离墙壁距离不小于300mm。严防焊条受潮。
焊条堆放时应按种类、牌号、批次、规格、入库时间分类堆放,并应有明确标注,避免混乱。
特种焊条贮存与保管应高于一般性焊条。特种焊条应堆放在专用仓库或指定区域。受潮或包装损坏的焊条未经处理不许入库。
一般焊条一次出库量不能超过2天的用量,已经出库的焊条焊工必须保管好。
低氢型焊条贮存库室内温度不低于5度,相对空气湿度低于60%。
焊条使用前的烘干与保管:
由于焊条药皮成分及其它因素的影响,焊条往往会因吸潮而使工艺性能变坏,造成电弧不稳,飞溅增大,并且容易产生气孔、裂纹等缺陷。因此,焊条使用前必须烘干。焊条的烘干和保管应注意以下几点:
焊条在使用前,酸性焊条视受潮情况在75~150℃烘干1~2小时,碱性低氢型结构钢焊条应在350~400℃烘干1~2小时,烘干的焊条应放在100~150℃保温箱(筒)内,随用随取。
低氢型焊条一般在常温下超过4小时,应重新烘干。重复烘干次数不宜超过三次。
烘干焊条时,取出和放进焊条应防止焊条因骤冷骤热而产生药皮开裂、脱皮现象。
焊条烘干时应做记录,记录上应有牌号、批号、温度、时间等内容。
在焊条烘干期间,应有专门负责的技术人员,负责对操作过程进行检査和核对,每批焊条不得少于一次,并在操作记录上签字。
烘干焊条时,焊条不应成垛或成捆地堆放,应铺放成层状,每层焊条堆放不能太厚(一般1~3层),避免焊条烘干时受热不均和潮气不易排除。
露天操作隔夜时,必须将焊条妥善保管,不允许露天存放,应在低温烘箱中恒温保存,否则次日使用前还要重新烘干。
- 上一篇:认识逆变式弧焊整流器及其工作原理与优点
- 下一篇:焊剂的作用、分类、使用
我也要评论网友评论