认识电弧焊电源:特性及参数
作者: 电焊工焊接技术网 抢个沙发
弧焊电源的基本要求
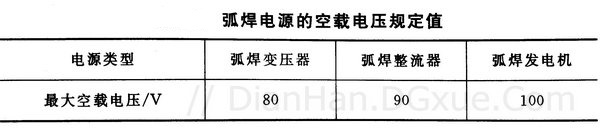
弧焊电源的空载电压:当焊机接通电网而输出端没有负载时,焊接电流为零,此时输出端的电压称为空载电压。弧焊电源空载电压太高则容易引弧,对于交流弧焊电源则电弧燃烧稳定。空载电压太低,引弧将发生困难,电弧燃烧也不稳定。但空载电压高,则设备体积大,质量大,耗费的材料也多,而且功率因数低,对使用和制造都不经济。空载电压高也不利于焊工人身安全。综合考虑以上因素,在确保引弧容易、电弧稳定的条件下空载电压应尽可能低些。GB/T8118—1995规定的空载电压限值见表下表:
弧焊电源短路电流:当电极和焊件短路时,焊机的输出电流称为短路电流Is。在引弧和熔滴过渡时,经常发生短路,短路电流Is一般应稍大于焊接电流,这将有利于引弧。但Is过大,会引起焊接飞溅,电源易过载。一般情况下,短路电流满足以下要求较为合适:1.25<Is/I<2。
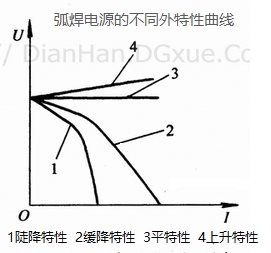
弧焊电源外特性:在稳定状态下,弧焊电源的输出电压与输出电流的关系称为弧焊电源的外特性。根据使用焊接方法的不同,对弧焊电源外特性的要求也不同。弧焊电源外特性分为平特性和下降特性两大类。平特性称为恒压特性。下降特性又分为缓降特性、陡降特性以及垂直下降特性(恒流特性)三种,如下图所示。
弧焊时,电弧静特性曲线与电源外特性曲线的交点就是电弧燃烧的工作点。焊条电弧焊时的电弧静特性曲线一般工作在平特性段。由于焊条电弧焊时弧长不断变化,常配用陡降外特性曲线的电源,如下图a所示。当弧长变化相同量时,陡降特性电源的焊接电流变化不大,所以有利于焊接电流的稳定。而在一些机械化焊接中,采用电源特性较多。如埋弧焊等速送丝常釆用平特性或缓降特性电源,如图b所示。
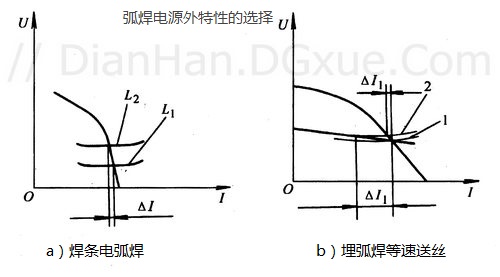
设弧长增长,电弧静特性曲线由1变化到2,缓降特性电源焊接电流稍有降低,平特性电源焊接电流值下降较大。这样焊接电流变化大,则电弧自身调节作用加强,这一点在埋弧焊中还要详细说明。熔化极钨极氩弧焊若采用等速送丝调节系统,则匹配平特性(恒压特性)电源;垂直下降特性(恒流特性)电源在普通电弧焊中用得不多,熔化极惰性气体保护焊焊接铝及其合金时,若采用亚射流过渡进行焊接,则用等速送丝焊机配合恒流特性电源工作。
电源动特性:经常出现短路的熔焊方法,对电源动特性有一定的要求。短路时要提供合适的短路电流,电极抬起时,焊接电源要很快达到空载电压;如果焊接电源输出的电流和电压不能很快地适应弧焊过程中的这些变化,电弧就不能稳定地燃烧甚至熄灭。通常规定电压恢复时间不大于0.05s。
电源的调节特性:焊接时,根据母材的特性、厚度、几何形状的不同,要选用不同的焊接电流、电弧电压。因此要求弧焊电源能在较大范围内均勻、灵活地选择合适的焊接电流值。
弧焊电源的主要参数
弧焊电源的主要参数有额定电压、电流、功率、相数、空载电压和工作电压、电流调节范围、负载持续率等。使用中应注意不能长时间高于电源额定值工作,以免过载使设备损坏。下面将就负载持续率加以说明。
负载持续率是指电焊机在断续工作方式及断续周期工作方式中,负载工作时间与整个周期之比值的百分率。用公式可表示为:

GB/T8118—1995规定弧焊电源的工作周期为5mm、10min、20min和连续。
负载持续率是设计焊机时用以表明某种服务类型的重要参数。按GB8117—1995规定为35%、60%、100%三种。额定焊接电流即是在额定负载持续率下允许使用的电流。
- 上一篇:电弧焊电源的种类、焊机型号的编制
- 下一篇:常用弧焊电源的选用
我也要评论网友评论