认识弧焊整流器及其工作原理、型号
作者: 电焊工焊接技术网 抢个沙发
弧焊整流器:是一种将工业交流电经变压器降压,并经整流元件转换成直流电的焊接电源。弧焊整流器型号以字母“Z”开头,后跟其它分类代号。弧焊整流器的外特性有下降特性(X)、平特性(P)和多特性(D)等,其附加特征有:一般电源(代号省略)、硅整流(G)、晶闸管整流(K)、脉冲电源(M)以及交直流电源(E)等。按国家标准将弧焊镇流器分为多个系列,如下表所示:

硅整流弧焊整流器:硅弧焊整流器是弧焊整流器的基本形式之一。它是以硅元件作为整流元件,兼有弧焊发电机电弧稳定和弧焊变压器耗电少、噪声小、制造简单、维护方便的优点,又比电子控制型电源电子元件少,防潮、抗振、耐候力强,如ZXG-400型焊条电弧焊电源。这种电源一般由降压变压器、硅整流器、输出电抗器和外特性调节机构等部分组成,基本工作原理如下图所示。其中硅整流器多数用硅二极管来完成。
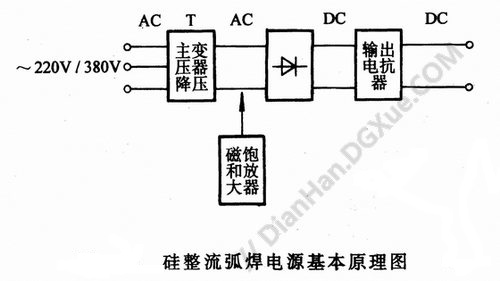
硅整流弧焊电源通常通过增大降压变压器的漏磁(其方式和 弧焊变压器类似)或通过磁饱和放大器来获得下降的外特性及调节空载电压和焊接电流。输出电抗器是串联在直流回路中的一个带铁心并有气隙的电磁线圈,起改善动特性的作用。其缺点是由于不釆用电子电路进行控制和调节,可调的焊接参数少,不够精确,并受网路电压波动的影响较大,因而只能用在一般质量产品的焊接中。
晶闸管式弧焊整流器:用晶闸管代替二极管整流,可获得所需的可调外特性,电流、电压控制范围大。因为它完全用电子电路来实现控制功能,所以它是电子控制的弧焊电源的一种。典型的晶闸管弧焊整流器有ZX5-250、ZX5-400和ZDK-500等。它的基本原理如下图所示。
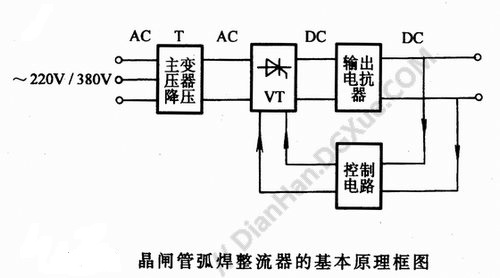
网路电压由降压变压器T降为几十伏的低电压,借助晶闸管桥SCR的整流和控制,经输出电抗器滤波和调节动特性,从而输出所需的直流电弧电压和焊接电流。晶闸管弧焊整流器的基本特征是晶闸管桥,用电子触发电路控制晶闸管的通断特性,并采用闭环反馈的方式来控制外特性,从而可获得平特性、下降特性等各种形状的外特性,以便对电弧电压和焊接电流进行无级调节。
多数晶闸管弧焊整流器厂家的产品都带有电弧推力调节装置,通过调节电弧推力可改变电弧的穿透力;另外,若具有连弧与断弧操作选择的功能,此功能使断弧长度可以调节,选择断弧操作时,当焊条与焊件短路,“防粘”功能可迅速将电流减小而使焊条完好无损地脱离焊件,从而迅速再引弧,这样可以大大地提高单面焊双面成形根部焊缝的质量。
由于大量采用集成电路,可将自动控制系统分离做成控制板。控制板可以做得很小,有的还用环氧树脂浸封,提髙了系统可靠性。一旦出现故障,只需更换控制板即可恢复使用。
晶体管式弧焊整流器:晶体管式弧焊整流器可分为模拟式、开关式等弧焊电源。由于晶体管的控制十分灵活方便而准确,可做成恒流恒压源,故可以获得无波纹的直流输出和任意的波形输出。晶体管式弧焊整流器的动态反应速度快,所以其动特性好,借助电子电抗器和脉冲波形的控制,可实现少飞溅或无飞溅的焊接。
晶体管式弧焊整流器的效率相对比较低,开关式的效率一般为60%~70%,模拟式的仅为50%左右。这种电源质量较大,成本高,维修较难。
因其具有十分优良的焊接性能,可以适应于多种弧焊工艺方法的需要,但耗电大,所以只有在质量要求高的场合才比较适合采用。如脉冲式可用于高合金钢管道机械化焊接、微机控制的焊接及机器人弧焊等。
- 上一篇:电弧焊变压器(交流弧焊机)原理
- 下一篇:认识逆变式弧焊整流器及其工作原理与优点
我也要评论网友评论