电焊条电弧焊的焊接参数
作者: 电焊工焊接技术网 抢个沙发
为了获得优质的焊缝接头和较高的生产效率,必须选择正确的焊接参数。所谓焊接参数即焊接时为保证焊接质量而选定的各项参数(如焊接电流、电弧电压、焊接速度、热输入等)。焊条电弧焊的焊接参数主要有焊接电源种类和极性、焊条直径、焊接电流、电弧电压、焊接速度、焊接层数,还有由焊接结构的材质、工作条件等选定的焊条型号、焊件坡口形式、焊前准备、焊后处理等。
由于焊接设备条件与焊工操作习惯等因素不同,所以焊条电弧焊的焊接参数在选用时需根据具体情况灵活应用。有些重要结构的焊接参数需通过工艺评定来确定,焊接施工时需严格按所确定的焊接参数进行,不能随意改变,以保证焊接质量。
电源种类和极性
焊条电弧焊采用的电源种类有交流、直流两种。一般根据焊接接头的要求和所选焊条的性质来选择电源种类和极性。采用酸性焊条焊接时通常用交流弧焊电源,但在焊薄板时也釆用直流弧焊电源,因为引弧比较容易,电弧较稳定。低氢型焊条一般采用直流弧焊电源,若在药皮中含有较多稳弧剂的焊条,也可使用交流弧焊电源。
直流电源输出端有正、负极,正、负极与焊件和焊钳的接法称为极性,极性有正接和反接两种。正接——焊件接电源输出端的正极,焊钳接负极,称为正极性。反接——焊件接电源输出端的负极,焊钳接正极,称为反极
由于反接时的电弧比采用正接时稳定,所以低氢型焊条采用直流弧焊电源时用反接,以保证电弧稳定。
焊条直径
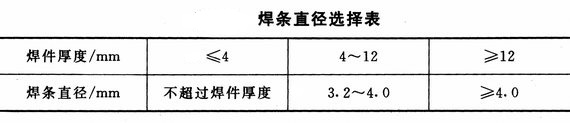
焊条直径可根据焊件的厚度、位置、坡口形式等进行选择。一般焊件厚度越大,所选用的焊条越粗,焊接开坡口多层焊接头的第一层时用细焊条,非平焊位置的焊接应选用细焊条。对根部不要求完全焊透的角接、T形接头、搭接接头和背面清根的对接焊缝,焊条直径的选用可参见下表。
焊接电流
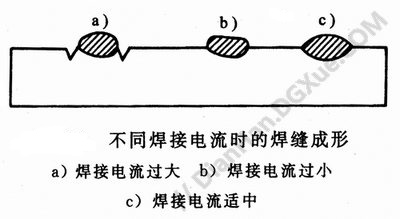
焊接电流指焊接时流经焊接回路的电流,它是焊条电弧焊的主要焊接参数。焊接电流的大小直接影响到焊接过程的稳定性和焊缝的质量及外观成形。焊接电流太大时,焊条熔化后尾部大半根焊条要发红,使药皮因升温过高某些成分提前发生变化而降低性能;同时部分药皮崩落,保护效果变差;此外还会导致咬边、烧穿等缺陷;焊接电流太大,焊接过程飞溅大,造成焊缝接头的热影响区晶粒粗大,焊接接头力学性能下降。焊接电流太小时,引弧困难,熔池小,电弧不稳定,会造成未焊透、未熔合、气孔和夹渣等缺陷,且生产率低。从下图中可以看出焊接电流对焊缝成形的影响。
焊接电流值首先根据焊条直径进行初步选择,参见下表。然后根据焊件厚度、焊接位置、接头形式、环境温度、母材金属、电源种类、焊条类型、焊件结构等进行适当调整。一般当焊件厚度大,采用T形接头或搭接接头,环境温度较低时,焊接热量散失较快,焊接电流应选上限。非平焊位置焊接时的焊接电流应比平焊焊接电流小。通常立焊焊接电流比平焊焊接电流小10%~15%,而仰焊焊接电流比平焊焊接电流小15%~20%,角焊缝焊接电流比平焊焊接电流稍大。焊接不锈钢时,为减小晶间腐蚀倾向,焊接电流应选下限。有些材质和结构需通过工艺试验和评定以确定适用的焊接电流范围。

电弧电压
焊条电弧焊的电弧电压指电弧两端(两电极)之间的电压,其值取决于电弧长度,电弧长,电弧电压高,电弧短,电弧电压低。接时电弧过长会出现:
- 电弧不稳定:因弧长增加时,电弧易摆动,电弧热能分散,熔滴飞溅大。
- 保护作用差:因弧长增加时,与空气的接触面大,空气中的氧、氮等有害气体容易侵入,使焊缝易产生气孔。
焊条电弧焊是由手工操作,所以弧长不易保持稳定,电弧电由焊工根据具体情况灵活掌握。掌握的原则是保证电弧稳定和征焊缝有符合要求的内在质量及外观成形。一般弧长应是1~6mm之间,焊接时应尽量采用短弧焊接。焊接过程中,使用碱性焊条应比酸性焊条的弧长短,立焊、仰焊位置焊接时应比平焊的弧长短,以利于熔滴过渡。
焊接速度
焊接速度指单位时间内完成的焊缝长度,即焊接时焊条向前移动的速度。它直接影响焊缝的几何尺寸,焊接速度慢,焊成的焊缝宽而高;焊接速度快,所焊成的焊缝窄而低。焊条电弧焊的焊接速度是由手工操作控制,它与焊工的操作技能水平相关,所以在焊接过程中应根据具体情况适当调整焊接速度,以保证焊缝的质量和外观尺寸。
焊接层数
中厚板焊接时,需开坡口,然后进行多层焊或多层多道焊,如下图所示:
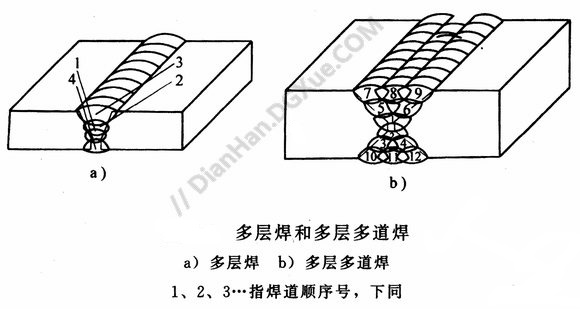
多层焊和多层多道焊时,后一层焊缝对前一层焊缝有热处理作用,能细化晶粒,提高焊缝接头的塑性。但每层焊缝厚度太大时,会使焊缝的金属组织晶粒变粗,降低焊缝的力学性能。所以焊接时可选择适当的焊层数和每一层焊缝厚度,以保证焊缝的力学性能。
热输入
热输入是指熔焊时由焊接能源输入给单位长度焊缝上的热能,其计算公式如下:
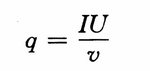
- q:单位长度焊缝的热输入(J/mm);
- I:焊接电流;
- U:电弧电压;
- υ:焊接速度(mm/s);
焊接热输入会影响焊缝的性能和质量,一般通过工艺试验来确定焊接热输入的范围,根据范围再确定其焊接参数。
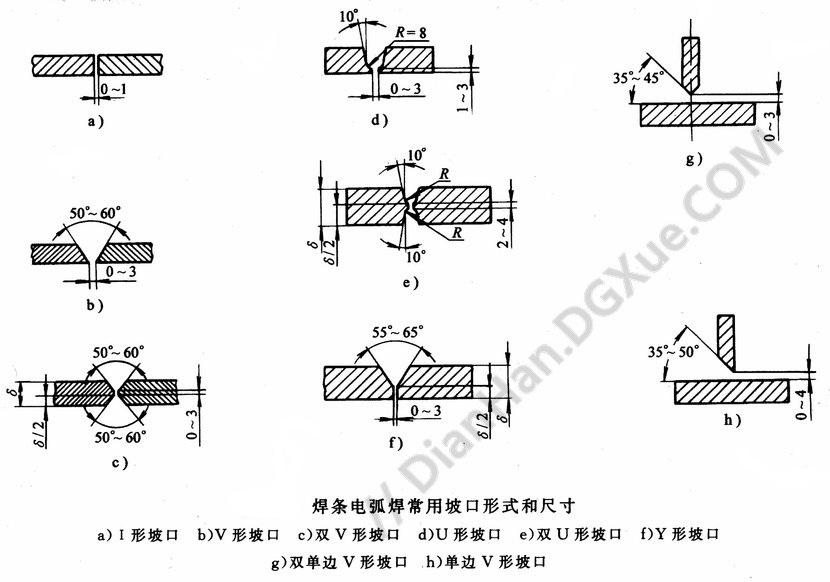
坡口形式和尺寸
在焊条电弧焊过程中,由于结构、焊件厚度和质量要求的不同,其接头形式和坡口形式也不同。一般常用的接头形式有对接、搭接、角接、T形接。
焊接坡口是为了保证焊缝根部焊透,以及便于清除焊渣,获得较好的焊缝成形。并且坡口能起调节熔敷金属比例的作用。坡口钝边尺寸要保证能焊透并防止烧穿,坡口间隙是为了保证根部能焊透。选择坡口尺寸和形式需考虑保证焊透、坡口易加工、费用低、尽可能提高生产效率、节省焊条、节省工时、便于清渣、焊后变形小。常用坡口形式和尺寸见下图。
- 上一篇:认识焊条电弧焊:焊接过程、特点和工具
- 下一篇:焊条电弧焊焊接手法的基本操作技术
我也要评论网友评论