碳弧气刨操作技术
作者: 电焊工焊接技术网 抢个沙发
防护和安全:碳弧气刨和焊条电弧焊一样,都是利用电弧来加热金属的,在作业过程中同样会受到弧光辐射和飞溅金属的烫伤,因此在作业前应穿戴和焊工相同的劳动防护用品,戴上面罩,并遵守和焊工相同的安全操作规程。
低碳钢的碳弧气刨实例:
试件规格Q235-A低碳钢板,厚度为16~18mm,长×宽为500mm×200mm。要求刨一深6~7mm的U形槽。
工艺参数的选择:电源选用ZXG-500型弧焊整流器。对于低碳钢采用直流反接(工件接负极),此时熔化金属流动性好,刨削过程稳定,刨槽光滑。
碳棒直径与刨削电流:碳棒直径与刨削电流值决定于被刨钢板的厚度,见下表。在本例中选用直径8mm碳棒。如果要求刨槽的宽度比较小,那么就得考虑它对碳棒直径的约束。一般碳棒直径应比所要求的槽宽小2~4mm以上。

刨前的准备工作:穿戴好防护用品。将碳弧气刨电源、空气导管、气刨枪和工件等用电缆线连接好,见下图。
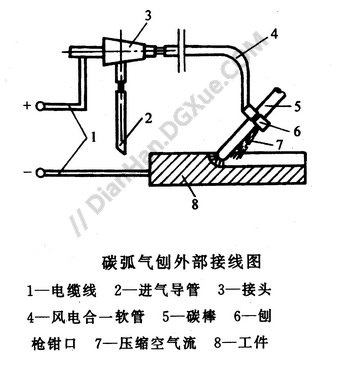
完成以上工作后,开启电源,检查电源是否正常工作。正常后打开压缩空气气门,在空载情况下检査压缩空气是否畅通。确认无误后即可开始刨削工作。
开始刨削:碳弧气刨的全过程包括引弧、气刨、收弧和清渣等几个工序。
引弧:引弧前先用石笔在钢板上沿长度方向每隔40mm画一条基准线,启动焊机,幵始送风。引弧成功后,开始只将碳棒向下进给,暂时不往前运行,待刨到所要求的槽深时,再将碳棒平稳地向前移动。对于厚度在16mm以下需开坡口的钢板,一次即可刨削而成。若钢板厚度超过20mm,要求U形坡口开得很大时,就要考虑多次刨削。对于本例,刨削一次即可。
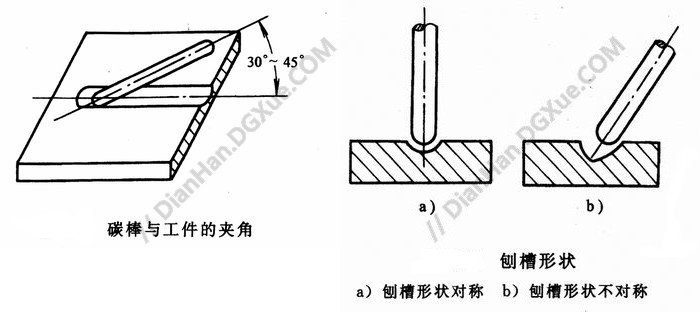
气刨引弧后,将碳棒与工件的倾角维持在30°~45°之间,见下左图。碳棒的中心线要与刨槽的中心线相重合,否则会造成刨槽的形状不对称,影响质量,见下右图。碳棒沿着钢板表面所划的基准线做直线往前移动,既不能做横向摆动,也不能做前后往复摆动,因为摆动时不容易保持平稳,刨出的刨槽也不整齐光洁。
刨削过程中,要很好地利用压缩空气的吹力排渣。如果压缩空气吹得很正,那么渣就会被吹到电弧的正前部,此时刨槽两侧的熔渣最少,可节省很多的清渣时间,但是技术较难掌握,并且还会影响刨削方向的正确性。因此,通常采用的刨削方式是将压缩空气吹偏一点,使大部分渣能翻到槽的外侧,但不能使渣吹向操作者一侧,否则会造成烧伤。
收弧:收弧应把液态金属吹净。收弧时先断弧,过几秒钟后,再把压缩空气气门关闭。低碳钢在碳弧气刨后,刨槽表面会有一硬化层,这是由于处于高温的表层金 属被急冷后所造成的,不是渗碳的结果。正常操作情况下,对碳弧气刨后的低碳钢 进行焊接,并不影响焊接质量。
低合金钢的碳弧气刨
低合金钢由于含有合金元素,其淬硬倾向较大,刨槽表面易形成淬硬组织而产生裂纹,所以在工艺上应采取一定的措施。Q345(16Mn)、Q390(15MnV)等普通低合金钢,气刨性能良好,可采用与低碳钢相同的刨削工艺进行。
珠光体耐热钢,如12Cr1MoV、12CrMo等经200℃左右预热再进行碳弧气刨,气刨性能良好。Q420(15MnVN)、18MnMoNb、20MnMo等钢在采用与焊接相同或稍高的预热温度情况下,均可以进行碳弧气刨。一些强度等级高,对冷裂纹十分敏感的低合金钢厚板,不宜采用碳弧气刨。
不锈钢的碳弧气刨
不锈钢碳弧气刨时,粘附在刨槽边缘熔渣中碳的质量分数高达1.2%,因此在气刨后应认真做好刨槽边缘的清理工作,以免影响焊接质量。碳弧气刨对不锈钢的抗晶间腐蚀性能没有什么影响,因此能够保证母材的性质。
挑焊根和刨除焊接缺陷
采用焊条电弧焊或埋弧焊焊接厚度大于12mm的钢板时,通常都要双面焊。为保证焊接质量,应该在正面焊缝焊完以后,在背面将正面焊缝的根部铲除干净,然后再焊背面焊缝。铲除正面焊缝根部的工作称为挑焊根。
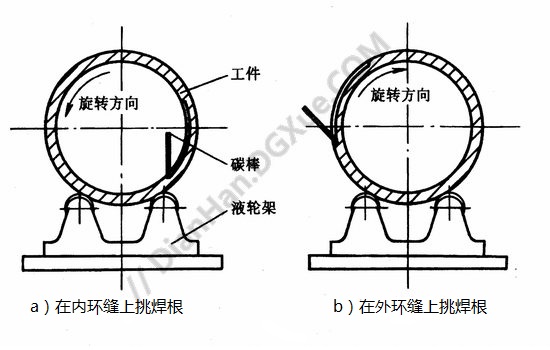
利用碳弧气刨挑焊根的操作方法和开U形坡口相似,但是应该挑到看见正面焊缝为止。上图是一种容器筒体环缝挑焊根的方法。
重要焊件的焊缝要无损探伤,若发现有超标缺陷;应将缺陷清除后再进行返修补焊。
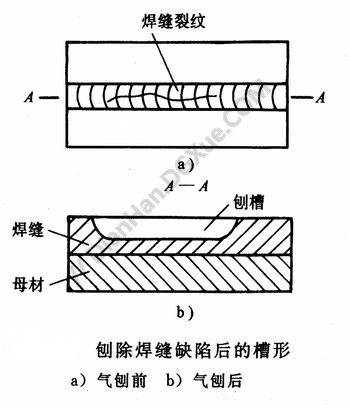
刨除焊接缺陷前,焊接检验人员应在有缺陷处做好标记,焊工就在标记位置一层一层往下进行气刨,对每一层要仔细检査有无缺陷。如发现缺陷,可轻轻地再往下刨一、二层,直到将缺陷全部刨干净为止。 刨除焊缝缺陷后的槽形见下图。
- 上一篇:碳弧气刨设备
- 下一篇:碳弧气刨缺陷的产生原因及防止方法
我也要评论网友评论