碳弧气刨缺陷的产生原因及防止方法
作者: 电焊工焊接技术网 抢个沙发
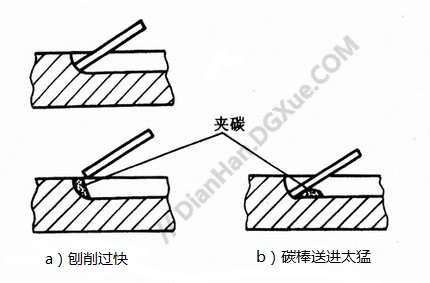
夹碳:碳弧气刨时,如果刨削速度过快,碳棒的头部就可能顶到液态金属和未熔化的金属上,熄灭电弧。碳棒再往前送或向上提起时,头部就会脱落并粘在未熔化的金属上。这种现象称为夹碳,见下图。在操作时,刨削速度要严格控制在选定范围之内,注意引弧动作。
刨檐形状不符合要求:碳弧气刨时刨槽形状不对称、刨槽宽窄、深浅不均以及刨偏等现象,统称为刨槽形状不符合要求。这是由于刨削时碳棒上、下摆动,操作不稳,或操作者注意力不集中造成的。在要求高或规则加工的地方,可以采用自动碳弧气刨来保证质量。例如,在锅炉筒体对接焊缝清焊根时,应尽可能采用半自动或自动碳弧气刨手段。对于手工碳弧气刨操作工,应努力提高操作技术水平,工作时操作者应思想集中,全神贯注
粘渣:碳弧气刨时,压缩空气不足又使用大电流时,若刨削速度过慢,则金属的熔化量多而集中,压缩空气吹不干净,熔渣就会粘在刨槽的两侧,这种缺陷称为粘渣,见下图。倾角太小时也会导致粘渣。
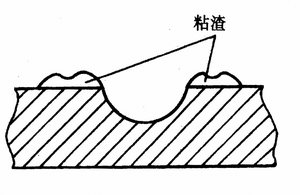
在气刨时,应保持压缩空气的压力在0.4~0.6MPa之间;适当提高刨削速度;碳棒与工件的倾角掌握在30°~45°范围内。
铜斑:这主要是碳棒表面的镀铜质量不好,致使铜皮脱落至刨槽中造成的。因此应选用质量好的碳棒。
- 上一篇:碳弧气刨操作技术
- 下一篇:焊接辅助设备:各种夹具介绍
我也要评论网友评论