气体保护焊中的二氧化碳、氩气和钨极
作者: 电焊工焊接技术网 抢个沙发
气体保护焊在生产中已经应用得非常广泛。经常作为保护气体的有二氧化碳、氩气、氦气,以及它们的混合气体。电极除了自身作为填充金属的焊丝以外,还经常使用一种在焊接过程中不熔化的电极,即经常说的钨极。
二氧化碳
CO2气是二氧化碳气体保护焊关键的焊接材料,来源广,价格便宜,这是它得到广泛应用的一个重要原因。CO2在常温常压下是无色无味气体,比空气重。CO2气体在常温下加压可液化或固化。焊接用的CO2气体一般装在容积为40L的钢瓶内,以液态提供,钢瓶涂成黑色。
用于焊接用的CO2气体的体积分数≥99.5%。其中水分和乙醇的体积分数要求小于0.05%。CO2气体中的含水量是影响焊接质量的关键,水分多容易产生气孔、裂纹等缺陷。实际施焊时应采取以下措施来减少或消除二氧化碳气中的水分。
新用二氧化碳气体,使用前应将钢瓶倒置1~2小时,使相对密度大的水分沉到瓶口部位,然后打开瓶阀放出一部分液体,如此进行2~3次。
使用前开启瓶阀约2min,放掉部分杂质。
供气管路中串联干燥器以便进一步减少CO2气体中的水分。
由于气瓶中压力越低,则含水量越高,因此在二氧化碳气瓶使用到压力低于1.0~2.0MPa时,应停止使用。
氩气
氩气是惰性气体,具有高温下不分解又不与焊缝金属进行化学反应的特性。氩气比空气重37%,使用时不易漂浮失散,有利于起保护作用,所以是一种理想的保护气体。按我国现行规定,焊接用氩气纯度应达到99.99%。
氩气对电弧的热压缩效应较小,加上氩弧燃烧电压较低,即使氩弧长度稍有变化,也不会显著地改变电弧电压。因此,电弧稳定,很适于手工焊接。氩气瓶其外表涂成灰色并注有绿色“氩”字标志字样。目前,我国常用气瓶的容积为33L、40L、44L,最高工作压力为15MPa。
氩气瓶在使用中应直立放置,严禁敲击、碰撞,防止日光曝晒。
钨极
钨极类型及牌号见下表。
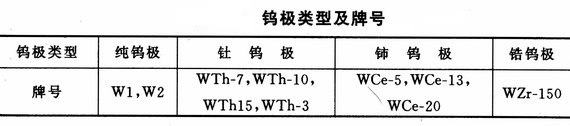
在表中所示的电极中,纯钨极很少采用。钍钨极的使用性能很好,但由于其具有放射性且成本较高,所以现在使用得不多。铈钨极是使用最多的电极,与钍钨极相比,在直流小电流焊接时,易建立电弧,引弧电压比钍钨极低50%,电弧燃烧稳定。铈钨极最大许用电流密度比钍钨极高5%~8%,热量集中,几乎没有放射性,故应尽量采用。
常用钨极的规格以直径(mm)表示,通常有0.5、1.0、1.6、2.0、3. 2、4.0、5.0、6.3、8.0、10.0 多种。
- 上一篇:焊丝型号分类、实/药芯焊丝及焊丝的使用知识
- 下一篇:焊接头形式及坡口形式
相关文章
- 没有找到相关文章
我也要评论网友评论