当前位置:首页 » CO2二氧化碳气体保护焊工艺 » 本文
什么是CO2二氧护坦气体保护焊工艺?
作者: 电焊工焊接技术网 抢个沙发
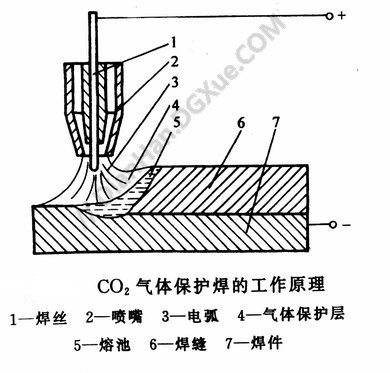
二氧化碳气体保护焊(简称co2焊)是采用co2气体作为保护介质,焊接时co2气体通过焊枪的喷嘴,沿焊丝周围喷射出来,在电弧周围形成气体保护层,机械地将焊接电弧及熔池与空气隔离开来,从而避免了有害气体的侵入,保证焊接过程的稳定,以获得优质的焊缝,其工作原理如下图所示。
二氧化碳气体保护焊与其它焊接方法相比具有以下优点:
采用明弧,施焊部位的可见度好,便于对中,操作方便。
C02气体价格低,焊接成本低于其它焊接方法,约相当于埋弧焊和焊条电弧焊的40%左右。
C02气体保护焊可以采用较大的焊接电流密度,使焊丝熔化速度快;焊接时又无焊渣,减小了清渣工作量,所以生产率髙。
C02气体保护焊电弧加热集中,焊件受热面积小,加上气流的冷却作用,可减小焊接应力和变形,解 决薄板的烧穿和变形问题。
有较强的抗锈能力,焊缝含氢量低,抗裂性能好。
适用范围广,既适用于薄板焊接,又适用于中、厚板以及全位置的焊接。
二氧化碳气体保护焊也存在如下一些缺点:
焊接时飞溅较大,焊缝表面成形较差,焊接设备较复杂。
防风能力差,不能在有风的场所使用。
二氧化碳气体保护焊的形式按焊丝直径分为:直径0.5~1.6mm的细丝CO2气体保护焊和直径大于1.6mm的粗丝CO2气体保护焊。由于上述特点,CO2二氧护坦气体保护焊在汽车制造业、船舶制造业、机车车辆、石油化工、冶金工业及工程机械等行业得到了广泛的应用。
我也要评论网友评论