埋弧焊接电弧自动调节原理
作者: 电焊工焊接技术网 抢个沙发
埋弧焊时为了获得优质的焊接质量,不仅需要正确地选择焊接参数,而且需要保证所选定的焊接参数在整个焊接过程中保持稳定不变,但是在焊接过程中,埋弧焊将会受到外界各种因素的干扰。
外界的干扰主要有两个方面:一是由于焊件表面起伏不平、焊件坡口的不规则、装配尺寸的误差、焊道上的定位焊缝,使弧长在焊接过程中要经常发生变化,从而导致焊接参数,如电弧电压和焊接电流的变化;二是网路电压的变化,在焊接过程中,由于电网电压波动是工业生产中经常发生的,当网路电压变化时,焊接电源的外特性也随之发生相应的变化,因此焊接参数也发生变化。
在焊接过程中,当外界干扰使焊接参数发生变化时,必须有自动调节系统来消除或减弱外界干扰的影响,目前埋弧焊设备采用的方法:一是利用电弧本身就具有的自身调节特性;二是采用一个外来的自动调节系统,强迫弧长进行改变。
焊接电弧的自身调节特性
埋弧焊采用等速送丝时,当弧长发生变化而引起焊接参数发生变化时,电弧自身会产生一种调节作用使改变的弧长自动地回到原来的大小,这种特性称为焊接电弧的自身调节特性。
对于一定焊接电源的外特性曲线在无外界干扰和在一定的焊接条件下,必定有一个相应的电弧稳定燃烧点,在该点上的焊丝熔化速度等于焊丝的送丝速度,此时弧长不变,焊接过程稳定。如下图所示,假设原先电弧在O0点燃烧(弧长为L0,电弧电压为U0,焊接电流为I0),O0点是电弧静特性曲线L0、电源外特性曲线2和电弧自身系统静曲线C三者的交点,电弧在O0点燃烧,焊丝的熔化速度等于焊丝的送丝速度,焊接过程稳定。如果受到外界干扰,弧长L0。缩短为L1,这时电弧的静特性曲线由L0变至L1,它与电源外特性曲线2交于O1点,电弧开始在此点燃烧,但O1点位于曲线C的右边,因而焊丝熔化速度大于送丝速度,于是弧长逐渐增加,直到增至原先弧长L0。时,工作点又回到位于曲线C上的O0点,焊接过程恢复稳定。反之,当外界干扰使弧长突然增加时,同样也能使电弧恢复至原工作点。
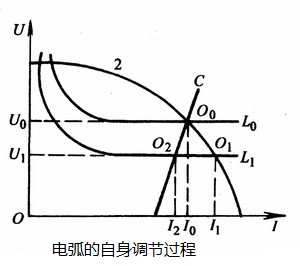
为了提高焊缝质量,希望电弧自身调节过程的作用强烈,即弧长恢复时间越短越好,因为在该过程中焊接参数值是不稳定的,恢复时间决定于焊丝熔化速度的变化,而焊丝熔化速度的变化取决于所选定的焊接电流值,即对于一定直径的焊丝,有一个对应的焊接电流临界值,大于此焊接电流值时,电弧的自身调节作用会增强。但是焊接过程中使用过大的焊接电流会使焊缝成形恶化和产生缺陷,所以为了加强电弧自身调节作用,采用细直径的焊丝。
另外从上图中看出,在弧长变化时,电源外特性曲线越陡,引起的电流变化量就越小,则弧长恢复的时间就越长,电弧的自身调节作用也越弱,所以等速送丝的焊机要求选用具有缓降或平直外特性的弧焊电源。
电弧电压自动调节系统
电弧电压自动调节是通过电弧电压反馈系统来完成的,当焊接过程中弧长波动时,所引起的电弧电压变化反馈到焊机的电气系统,促使送丝速度改变,使弧长迅速恢复到原来数值。自动调节系统的方法很多,目前国产设备主要采用晶体管与晶闸管电弧电压反馈系统来实现电弧电压的自动调节。
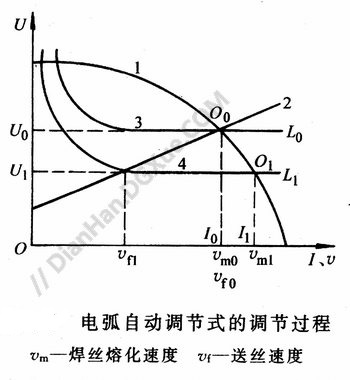
由于外界干扰引起弧长变化时,自动调节式焊机的自动调节过程如上图所示。在正常情况下,电弧在O0点稳定燃烧,此时焊丝熔化速度等于送丝速度,当外界干扰时,弧长由L0变至L1时,电弧静特性曲线由3变至4,电弧电压由原来的υ0减至υ1,此时送丝速度由原来的υf0剧烈地减至υf1,另外由于电弧燃烧点由O0点变至O1点,使焊接电流由I0曾至I1,与其相应的焊丝熔化速度由υm0增至υm1,这两方面的结果使焊丝送进速度与焊丝熔化速度有一定的差值,于是焊接电弧迅速增长,在弧长增加的过程中,电弧电压升高,送丝速度也随之加快,焊丝熔化速度因焊接电流的降低而减慢,直至工作点由O1点回到O0点时,电弧电压恢复原数值,送丝速度与焊丝熔化速度相等,焊接过程恢复稳定。可以看出,在电弧调节过程中,电弧自身调节也起作用,但是电弧的自动调节作用比较强烈,在弧长改变时,主要靠自动调节作用,即改变送丝速度进行,因此其调节性能取决于电弧电压反馈系统。
- 上一篇:什么是埋弧焊?及埋弧焊的优缺点
- 下一篇:埋弧焊电源、焊机的分类及控制原理
我也要评论网友评论