埋弧焊工艺:对接接头的双面焊接
作者: 电焊工焊接技术网 抢个沙发
对接接头的双面焊接广泛应用于各种板件或筒体的对接接头。采用这种方法焊接对焊接参数的波动及焊件的装配要求不很敏感,所焊产品质量较高。
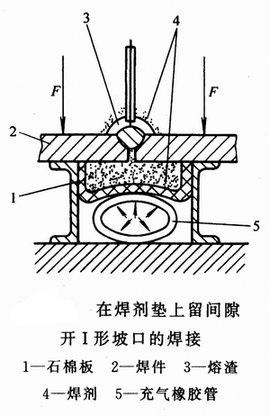
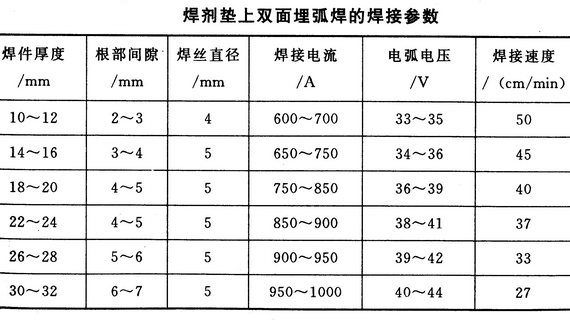
在焊剂垫上留间隙开I形坡口的双面焊:如上图所示,焊剂垫的作用是防止焊件烧穿和熔池流失。为了经济而开I形坡口,在装配中预留一定的间隙,来增加焊接时的熔深。在正面焊接时,焊接参数应能保证熔深超过焊件厚度的1/2或2/3,焊件翻身后,可不用焊剂垫直接进行悬空焊接。焊接参数参见下表,在背面焊接时为确保质量还可以先釆用碳弧气刨清根后再进行施焊。
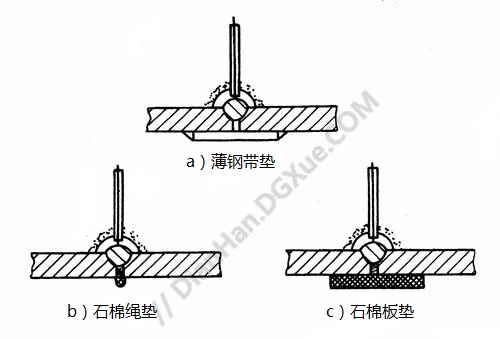
在临时工艺垫板上的焊接:采用该方法焊接时,接头处应留有一定宽度的间隙,以保证细颗粒焊剂能进入并填满,背面用垫板封死,临时垫板常用厚度为3~4mm、宽为30~50mm的薄钢带,也可采用石棉绳或石棉板,如下图所示。焊完正面后,去除背面的临时垫板并清除间隙中的焊剂和焊渣,然后焊背面。
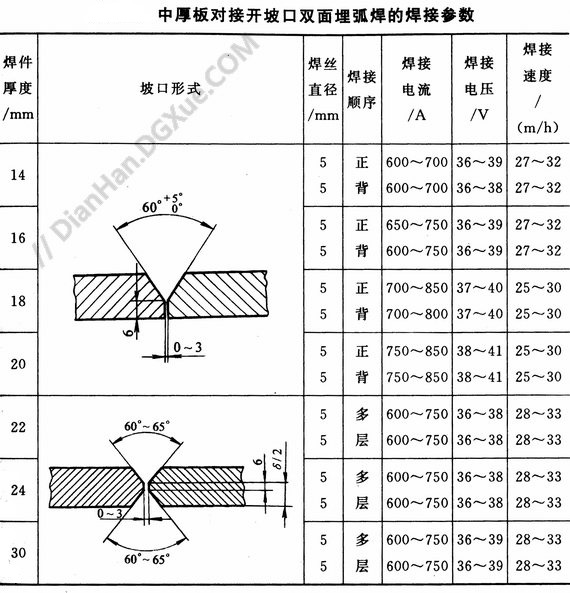
中厚板开坡口的焊接:釆用该方法可以保证焊件焊透,在生产中应用非常广泛。焊件厚度太大时常用多层焊接,焊接时先焊第一面,焊完第一面后翻转焊件,并进行清根,再焊第二面,常用焊接参数见下表。
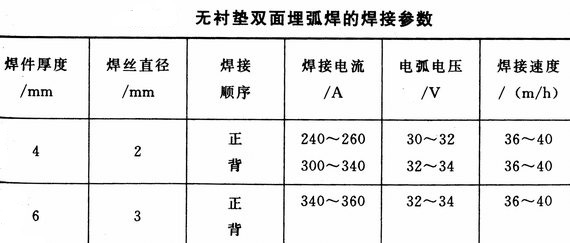
无间隙或小间隙的无衬垫双面埋弧焊:无间隙无衬垫对焊件边缘加工和装配质量要求较高,焊件边缘须平直,根部间隙小于1mm,间隙太大,易造成烧穿或熔池金属和熔渣从中间流失。为保证焊接时能焊透又不烧穿,在焊正面时,熔深应为焊件厚度的40%~50%,翻身后熔深应达到焊件厚度的60%~70%,而焊接时的熔深一般无法直接测出,焊接5~14mm的焊件时,可以凭经验来估计,如用熔池背面母材金属的颜色(熔池背面母材金属呈红到黄色,焊件板厚越小,颜色应越浅)来表示熔深的程度。
此外当焊接电流较大、电弧电压较低、焊接速度较快时,焊缝背面的加热面积前端呈尖形,如果此时颜色呈淡黄或白亮,则焊件已接近焊穿,应立即减小焊接电流,适当增加电弧电压。若此时颜色深或较暗时,说明焊接速度快,应适当降低焊接速度或适当降低焊接电流。而在焊接电流较大、电弧电压较低、焊接速度较慢时,加热面积前端呈圆形,若颜色浅亮,则应适当增加焊接速度,若颜色为暗色,则适当增加焊接电流。常用的无衬垫双面埋弧焊的焊接参数见下表。

- 上一篇:埋弧焊平焊工艺:影响焊缝和尺寸的因素
- 下一篇:埋弧焊工艺:对接接头的单面焊接
相关文章
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 手工钨极氩弧焊基本手法操作技术
- 了解手工钨极氩弧焊工艺技术
- 埋弧焊工艺常见缺陷的产生原因及防止方法
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:多丝埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的单面焊接
- 埋弧焊平焊工艺:影响焊缝和尺寸的因素
- 埋弧焊机的使用与维护
- 埋弧焊电源、焊机的分类及控制原理
我也要评论网友评论