埋弧焊工艺:对接接头的单面焊接
作者: 电焊工焊接技术网 抢个沙发
对接接头埋弧焊时,焊件可以开V形、U形等坡口或开I形坡口,开V形、U形等坡口不仅为了保证熔深,还可以控制熔合比及成形等。正常情况下,埋弧焊开I形坡口可以一次焊透20mm以下的焊件,此时须留一定的间隙。一般情况下,板厚超过14~16mm且需焊透时须开V形、U形等坡口。单面焊常用的几种方法如下:
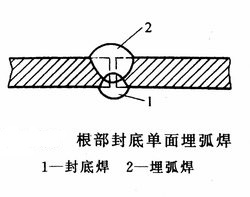
根部封底或根部打底的单面埋弧焊
由于受焊接结构的限制,不易采用双面焊接技术,可以采用在根部用焊条电弧焊等方法进行封底焊,然后采用埋弧焊进行焊接,这样可以保证焊缝能够焊透,如下图所示。
以可以在焊件上开坡口,先采用焊条电弧焊或手工钨极氩弧焊进行打底层的焊接,保证根部单面焊双面成形后,再用埋弧焊进行填充层和盖面层的焊接。
埋弧焊单面焊双面成形
即采用较强的焊接电流,将焊件一次焊透,使金属熔化后在衬垫上冷却凝固而达到背面成形的目的,这种方法可以提高生产率和改善劳动条件。为使焊缝一次焊透且双面成形,必须采用可靠的衬垫来托熔池的液态金属,以防止熔化金属在其自重作用下烧穿。为了保证焊缝质量,衬垫应具备以下性能:在熔池高温作用下能保持自身形状,以防止烧穿,并与焊件有一定的紧贴力,以防止液态金属从间隙处流失,同时能控制背面焊缝的宽度和余高比较均匀。目前使用的衬垫可分为铜垫、焊剂垫及陶瓷垫等。
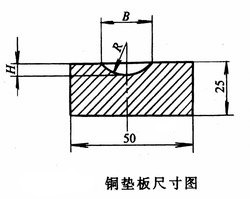
铜垫——利用纯铜作衬垫,由于纯铜的导热性良好,所以是一种理想的衬垫材料。铜垫是在纯铜板上加工出一条和焊缝背面形状一致的成形槽,如上图所示。成形槽尺寸下表。
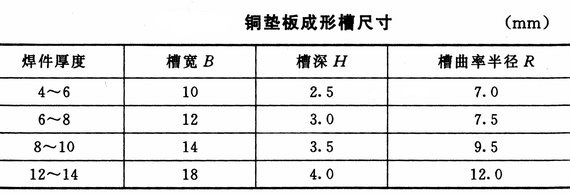
采用这种方法焊接时,在铜垫的沟槽中铺撒焊剂,焊接时这部分焊剂起焊剂垫的作用,同时以保护铜垫板,免受电弧直接作用,沟槽起焊缝背面成形的作用,这种工艺对焊件裝配质量和垫板上的焊剂托力不敏感。根据铜垫尺寸及贴紧方式,铜垫可分为固定式和移动式。
固定式铜垫长度稍长于焊缝,在焊接过程中铜垫固定不动,为了使铜垫与焊件贴紧,可用电磁平台固定,也可用龙门压力架固定,但这种焊接工艺由于受铜垫长度限制,焊缝不能太长。
移动式铜垫长度只需略大于焊接熔池长度,在焊接过程中,铜垫紧跟着焊接机头在焊缝底部一起滑动,因此又称为铜滑块。铜滑块由焊接机头上的拉紧弹簧通过焊件的根部间隙使它贴紧在焊缝背面,其结构原理如下图所示。
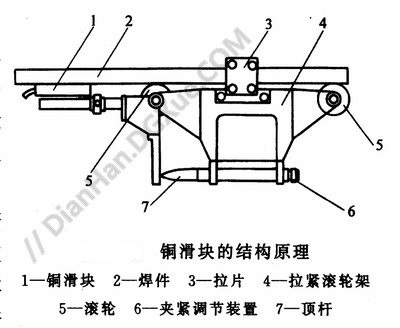
采用铜滑块,焊缝长度不受滑块长度的限制,但因铜滑块长度太小,散热性能差,易受热氧化,须采用水冷却,铜滑块可通过焊缝间隙拉紧,焊缝坡口要有足够的间隙,并且必须有特殊设计的焊接机头。
焊剂垫——利用焊件自重或充气橡胶软管衬托的焊剂垫,焊缝成形的质量主要取决于焊剂垫托力的大小和均匀与否,以及根部间隙的均匀与否,如下图所示。
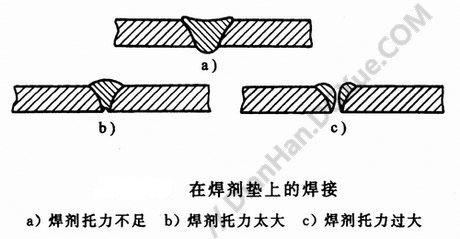
焊剂垫可防止熔池金属的流失。焊剂垫应尽量采用细颗粒焊剂。焊剂颗粒度不均匀,难以保证承托力的均匀性,因此背面焊缝成形不够均匀,严重时会产生焊接缺陷。焊件越厚,焊接电流越大,这种情况越严重。焊接薄板时,焊件易变形,焊接时可用压力架电磁平台等方法来压紧,以保证焊件与衬垫的可靠贴紧。
焊剂垫法和铜垫法只适用于固定位置的焊接或平焊位置,对于不固定的曲面等的焊接,目前采用陶瓷衬垫等方法来实现。
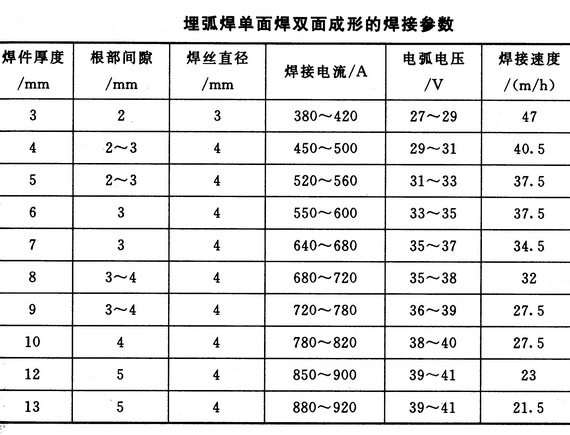
埋弧焊的单面焊双面成形焊接参数可参见下表。
相关文章
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 手工钨极氩弧焊基本手法操作技术
- 了解手工钨极氩弧焊工艺技术
- 埋弧焊工艺常见缺陷的产生原因及防止方法
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:多丝埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的双面焊接
- 埋弧焊平焊工艺:影响焊缝和尺寸的因素
- 埋弧焊机的使用与维护
- 埋弧焊电源、焊机的分类及控制原理
我也要评论网友评论