埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
作者: 电焊工焊接技术网 抢个沙发
角焊缝主要出现在T形接头和搭接接头中,通常釆用船形焊和平角焊方法。
船形焊
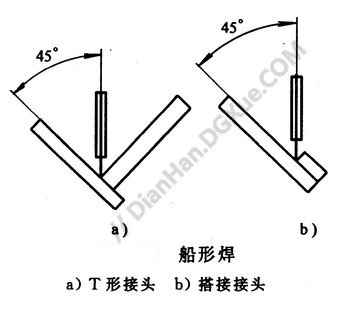
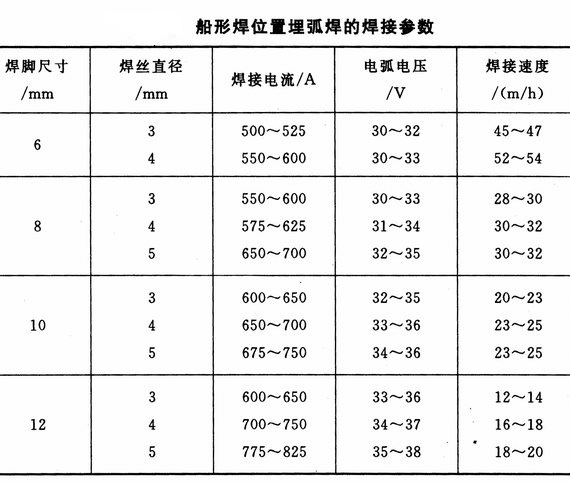
船形焊即T形、十字形的角接接头处于平焊位置进行的焊接,如上图所示。这种方法焊接时熔池处于水平位置,能保证焊缝质量,容易得到凹形焊缝,当焊件根部间隙超过1.5mm,易发生熔池金属流失和烧穿,因此对装配质量要求严格,同时可在焊缝背面用焊条电弧焊封底或用石棉绳垫、焊剂垫等来防止熔池金属的流失。焊接时电弧电压不能太高,以免产生咬边,船形焊的焊接参数见下表。
平角焊
当焊件不可能或不便于采用船形焊时采用平角焊,平角焊即在角接焊缝倾角0°、180°,转角45°、135°的角焊位置进行的焊接,焊接形式如下图所示。
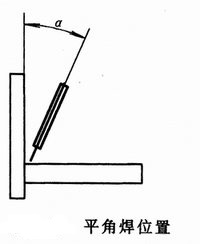
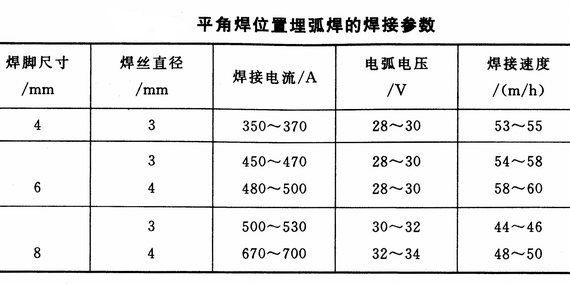
平角焊对接头根部间隙不敏感,即使间隙较大也不需采取防止熔池金属流失的措施。焊丝与焊缝的相对位置,对平角焊质量有重大的影响,当焊丝位置不当时,极易产生咬边或焊偏等现象,为保证焊缝成形良好,焊丝偏角α一般在20°~30°之间。一般情况单道平角焊缝的焊脚尺寸不易超过8mm。常用焊平角焊位置埋弧焊的焊接参数见下表。
- 上一篇:埋弧焊工艺:对接接头的单面焊接
- 下一篇:埋弧焊工艺:多丝埋弧焊
我也要评论网友评论