埋弧焊工艺:多丝埋弧焊
作者: 电焊工焊接技术网 抢个沙发
多丝埋弧焊是一种高效的焊接工艺,是指焊接时采用两根或两根以上的焊丝同时进行,目前常用的是双丝和三丝埋弧焊。双丝埋弧焊根据焊丝的排列位置可分为纵列式、横列式,如下图所示。
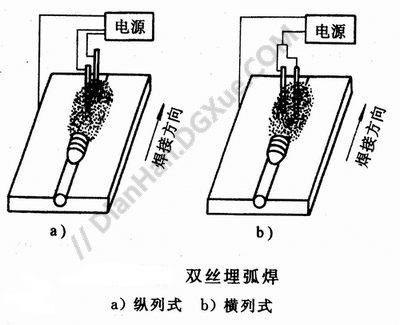
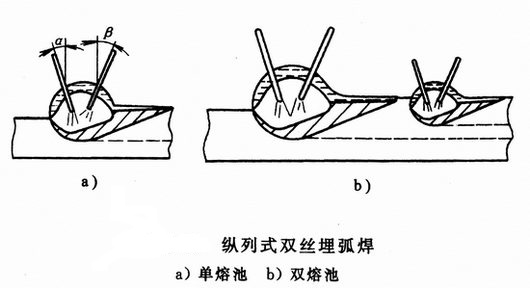
从焊缝成形看,纵列式的焊缝深而窄,横列式的熔宽大。双丝焊可以合用一个电源或两个独立电源,目前常用的是纵列式。纵列式可根据焊丝距离分为单熔池和双熔池两种,如下图所示。单熔池焊丝直径为10~30mm,两个电弧形成一个熔池。焊缝成形决定于两个电弧的相对位置、焊丝倾斜角和各焊接电流和电弧电压。单熔池埋弧焊时,前导电弧保证熔深,后续电弧调节熔宽,使焊缝具有适当的形状,为此焊丝的距离要适当。双熔池埋弧焊时,两焊丝间间距于100mm,每个电弧有各自的熔化空间,后续电弧作用在前导电弧已熔化而凝固的焊道上,而且必须冲开前一电弧熔化的尚未凝固的熔渣层,此法适于水平位置平板对接的单面焊双面成形焊接。
- 上一篇:埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 下一篇:埋弧焊工艺:窄间隙埋弧焊
相关文章
- 氩弧焊工艺:小直径管子V形坡口水平转动单面焊双面成形
- 氩弧焊工艺:插入式板管T形接头的垂直俯位焊
- 氩弧焊工艺:薄板V形坡口平焊位置单面焊双面成形
- 手工钨极氩弧焊基本手法操作技术
- 了解手工钨极氩弧焊工艺技术
- 埋弧焊工艺常见缺陷的产生原因及防止方法
- 埋弧焊工艺:筒体环缝对接双面埋弧焊
- 大直径厚壁管U形坡口的焊条电弧焊打底埋弧焊盖面的焊接
- 埋弧焊工艺实操:中厚板I形坡口不清根的双面埋弧焊
- 埋弧焊工艺:窄间隙埋弧焊
- 埋弧焊工艺:角焊缝的埋弧焊工艺(船形焊、平角焊)
- 埋弧焊工艺:对接接头的单面焊接
- 埋弧焊工艺:对接接头的双面焊接
- 埋弧焊平焊工艺:影响焊缝和尺寸的因素
- 埋弧焊机的使用与维护
- 埋弧焊电源、焊机的分类及控制原理
我也要评论网友评论