埋弧焊电源、焊机的分类及控制原理
作者: 电焊工焊接技术网 抢个沙发
埋弧焊电源:当埋弧焊采用粗丝时,电弧具有水平静特性的曲线,电源应具有下降特性;当采用细丝焊接时,电弧具有上升的静特性曲线,源也相应采用平特性。埋弧焊电源可以用交流或直流,需根据具体情况进行选用。采用直流弧焊电源反接时,焊接过程稳定性较高,焊接时熔深较大。而采用交流电源时,熔深较小,但电弧磁偏吹较小。
埋弧焊机
埋弧焊机可以按照下述方法进行分类:
按用途分:可分为通用和专用焊机。通用焊机广泛地用于各种结构的对接、角接、环缝和纵缝等的焊接;专用焊机用于焊某些特定的焊接结构,如埋弧焊角焊机、T形梁焊机和埋弧堆焊机等。
按电弧自动调节方式分:可分为等速送丝和均匀调节式焊机。等速送丝焊机适用于细丝或高电流密度的情况;均匀调节式焊机适用于粗丝或低电流密度的情况。
按行走机构形式分:可分为小车式、门架式、伸缩臂式等,目前常用的是小车式。
按焊丝数分:可分为单丝、双丝和多丝焊机,目前常用的是单丝焊机。
目前国内常用的焊机是MZ-1-1000小车式,如上图所示。该焊机由小车和焊接电源两部分组成,焊接电源选用ZXG-1000R具有下降特性的弧焊整流器,小车由行走机构、支架、送丝机构、焊丝矫直机构、导电部分、控制盒、焊丝盘和焊剂斗组成。
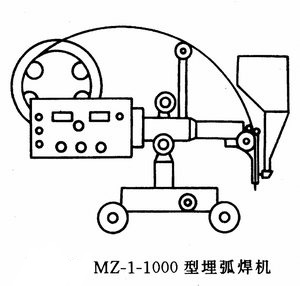
送丝机构由一个直流他励电机经减速箱与送丝轮组成,将焊丝从焊丝盘内拉出,送至导电部分进入电弧区。送丝速度可以根据焊接参数要求在控制盒上旋动“焊接电压”电位器进行调节。矫直机构在送丝机构下端,由两个矫直轮、进给轮和导电部分组成,对送进的焊丝进行矫直和导电。控制盒内装有全部控制电路,控制盒面板上装有控制开关,焊接电流和电压指示表,送丝速度和小车行走速度的调节旋钮,启动、停止、紧急停车、焊丝上下点动按钮、极性转换开关、行走方向转换开关、行走调试开关。焊接电流遥控调节器放在控制盒上方。小车拖动电机通过减速箱及传动离合器进行行走。焊丝盘与焊剂斗分别装于小车支架两头,焊剂斗下端联有软管将焊剂送到焊接区域,进行焊接。
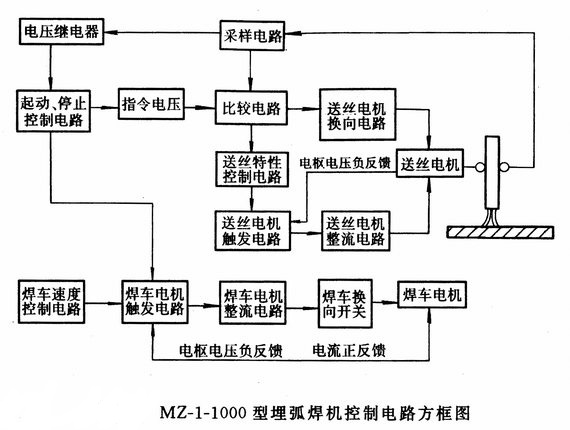
小车的机头可以根据需要进行调节,机头可左右旋转90°,向后倾斜最大为45°,侧面倾斜45°,垂直方向位移85mm,横向位移30mm。该焊机的电气控制原理如下图所示。
- 上一篇:埋弧焊接电弧自动调节原理
- 下一篇:埋弧焊机的使用与维护
我也要评论网友评论