埋弧焊机的使用与维护
作者: 电焊工焊接技术网 抢个沙发
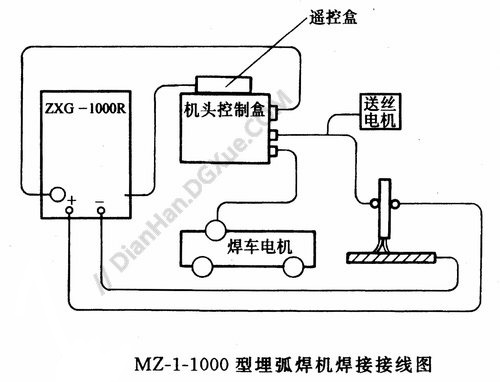
焊前准备:参照下图接好各种电缆线,并按需要的极性接线。将控制盒上的电源开关拨到“通”位置,然后将“焊车调试”开关拨到“调试”位置,并调节“焊接速度”电位器使焊车行走速度为焊接参数规定的数值,调好后再拨到“焊接”位置。
起弧与焊接:起弧有两种方式,一种是短路反抽式:首先按“焊丝向上”或“焊丝向下”按钮,点动调整焊丝上、下,使焊丝与焊件接触良好,然后打开焊剂斗,按启动按钮,电源接通,短路电流流过焊丝与焊件,此时焊丝向上反抽,引燃电弧,焊车按设置的方向行走。另一种是慢速引弧:先按“焊丝向上”或“焊丝向下”按钮,使焊丝与焊件略有距离,然后打开焊剂漏斗,按启动按钮不放,电源接通后焊机慢速送丝,焊丝与焊件接触后,小车已运行,引燃电弧,然后松开启动按钮,进行正常焊接。
电弧引燃后,焊丝与焊件之间的电弧电压就会反馈到电气控制部分并与指令电压进行比较,自动调节到指定电压工作。如要调节焊接参数,可以转动控制盒上的“焊接电压”和焊接电流遥控盒上的“焊接电流”旋钮。
停止:焊接需结束时,按“停止”按钮,这时送丝电机与焊车的电枢电压都切断,停止动作,电弧还未熄灭,由于送丝停止,电弧逐渐拉长,电弧电压升高,电气控制自动切断后电弧熄灭。完成焊接后,关闭焊剂漏斗,点动“焊丝向上”按钮,将焊丝略微上抽,然后松开焊车离合器,将焊车拉出焊接区。
埋弧焊机使用注意事项
按外部接线图正确接线,特别要注意网路电压与焊机铭牌电压相同,电源要加地线。
必须经常检查电缆绝缘情况,如有损坏须停止使用,加强绝缘或更换电缆。焊接过程中焊丝和机头带电,须按安全操作规程使用防护用具。
多芯电缆注意接头不能松动,避免接触不良。
定期检查控制线路中的电器元件,对损坏或触点烧毛的进行更换。
定期检查送丝轮的磨损情况,如发现显著磨损时,应进行更换。
定期检查和更换送丝机构和焊车减速箱内的润滑油。
必须经常检查导电嘴的磨损情况,若磨损须进行更换。
要保证焊机在使用过程中各部分的动作灵活,因此要经常保持焊机的清洁,避免焊剂、渣壳的碎末影响正常工作和增加机件的磨损。
焊机机头电源等不能受雨水或腐蚀气体的侵蚀,也不能在温度很高的环境中使用。
- 上一篇:埋弧焊电源、焊机的分类及控制原理
- 下一篇:埋弧焊平焊工艺:影响焊缝和尺寸的因素
我也要评论网友评论